If you are here, you probably already know that Durafuse® LT is a low-temperature solder with some special drop shock properties(they're fantastic, and yes, I may be biased – but it is also true). But I don't think I've really talked about how to get those properties in detail.
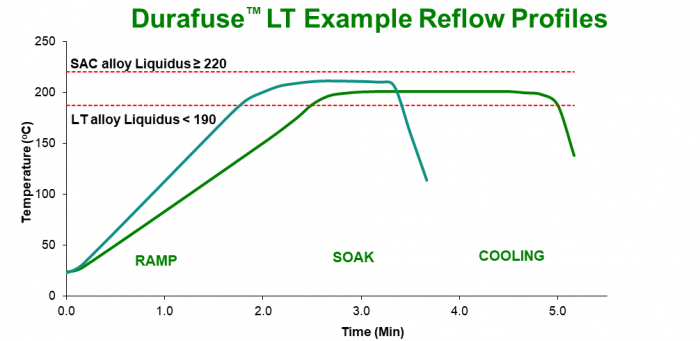
If you haven't had the chance to read my blog post about the reflow profile of Durafuse® LT, it's probably a good place to start because you can see that sometimes the reflow profile for Durafuse® LT looks flat on top. That flat topped profile is a feature – not a bug. In general, getting the reflowprofile rightfor an SMT processis incredibly important. Don't worry; if we ever forget, my coworkers have a lot ofblog posts detailing their experience to help remind us of the details.
With Durafuse® LT, the reflow profile is not only important, but is directly tied to the drop shock performance of the alloy. Basically, when reflowed at 200℃,Durafuse® LT gives you the same drop shock reliability as SAC305… but only if you hold it at peak temperature long enough. By long enough, I mean definitely more than 2 minutes; when someone asks, I recommend having140s in the oven when the board is actually at 200℃.
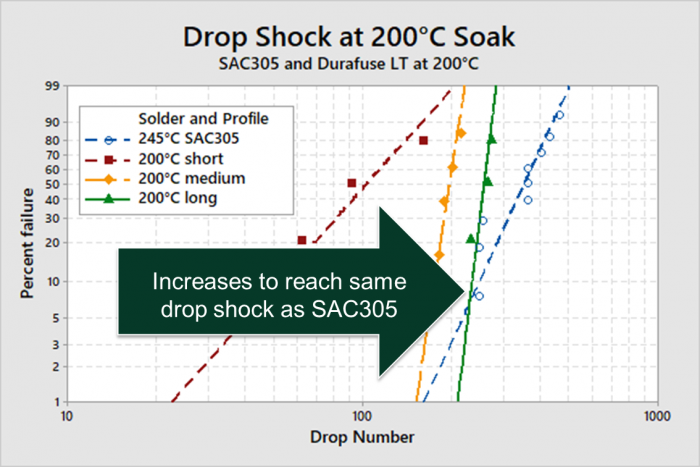
To be clear, if we increase the reflow profile temperature just a bit (not too much! Just,say… 5℃) we don't need to stay at peak temperature nearly aslong. That's where the chart below comes from. You have options – and if you ever need a hand navigating them, shoot me (or any of us!) an email. New technology is cool. Material science is cool. And it is always fun hearing about the new ways people are using materials science.