Numa série de seis partes sobre montagem SMT, abordámos as vantagens da utilização de pastas de solda em pó fino para melhorar os rendimentos do processo de impressão com estêncil, especialmente em áreas em que o rácio de área é inferior a 0,66.
Uma vez que cerca de 60 % dos defeitos de soldadura ocorrem normalmente na impressora, é fundamental para o sucesso do processo concentrar-se na impressão com estêncil. Se for depositada uma quantidade insuficiente de pasta — o que geralmente acontece quando se observam estas pequenas aberturas —, o processo falhou na etapa inicial da montagem SMT e o retrabalho é inevitável.
As pastas de solda com partículas mais finas podem ajudar a ultrapassar a restrição de 0,66. No entanto, tal como acontece com a maioria das alterações, há um compromisso: o refluxo destes materiais torna-se mais complexo.
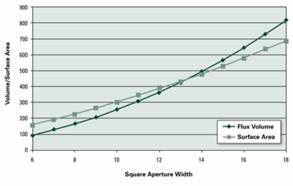
Figura 1
À medida que investigamos, as razões tornam-se compreensíveis. Em primeiro lugar, à medida que o tamanho das partículas diminui, a área superficial total (área superficial exposta) para o mesmo volume de pasta de solda aumenta. Este aumento da área superficial total implica também um aumento do óxido superficial total, pelo que a exigência sobre o fluxo aumenta para remover esses óxidos. Em segundo lugar, tal como ilustrado na Figura 1, a razão para escolher uma pasta de solda com pó mais fino é a impressão de aberturas mais pequenas com rácios de área complexos. Ao ler o gráfico da direita para a esquerda, verifica-se que o rácio entre o fluxo disponível e a área de superfície exposta diminui à medida que passamos de uma abertura de 18 mil para 6 mil.
Por outras palavras, há dois fatores que nos prejudicam na recoção de pastas de solda com pó mais fino. O primeiro é o aumento da oxidação superficial na própria pasta. O segundo fator é o tamanho físico do depósito de pasta de solda, que é menor e dispõe de menos fluxo e, por isso, é muito mais sensível às condições do forno.
Por este motivo, começamos a observar defeitos de soldadura associados ao esgotamento do fluxo: graping, «head-in-pillow», desumidificação, bolas de solda, juntas de soldadura opacas e/ou filetes de má qualidade.
Dito isto, tudo o que pudermos fazer para reduzir a entrada total de calor aumentará as nossas hipóteses de sucesso no processo. Por outras palavras, sempre que possível e dentro do razoável:
- reduzir a temperatura máxima
- reduzir o tempo acima do liquidus
- reduzir o tempo total na fase de aquecimento do forno
- aproximar-se o mais possível de uma rampa no perfil de pico em comparação com o perfil de estabilização
Mais uma vez, lembre-se de que estes depósitos de pasta, que são muito pequenos, são extremamente sensíveis às condições do forno.
Eis algumas dicas básicas. A fase de pré-aquecimento do perfil condiciona a pasta de solda antes da redução dos óxidos superficiais e do refluxo propriamente dito. Um aumento de temperatura demasiado rápido enquanto a pasta ainda está rica em solventes pode causar pequenas «explosões» e criar bolas ou grânulos de solda, bem como salpicos de fluxo. Um aumento de temperatura demasiado lento e a utilização de tempos de permanência mais longos podem fazer com que a pasta se esgote prematuramente. Uma taxa de subida (não a inclinação máxima (+)), ou, melhor dizendo, uma taxa média desde a temperatura ambiente até à temperatura máxima de 1 °C/s é um meio-termo ideal e simplifica bastante os cálculos; a montagem começa a uma temperatura ambiente de 25 °C e o refluxo ocorre a 245 °C para solda sem chumbo, um delta de 220 graus. Uma taxa de subida de 1 °C/s significa que 220 graus equivalem a 220 s ou 3 minutos e 40 segundos; 4 minutos é uma boa meta. A taxa de subida pode ser ajustada pela velocidade da correia transportadora, que é o comprimento total da secção de aquecimento do forno dividido por 4 minutos, o que nos dá a velocidade da correia. Felizmente, o nosso forno BTU tem 100 polegadas, o que equivale a uma velocidade da correia de 25 ipm (polegadas por minuto).
A maioria dos fabricantes de fornos recomenda que a primeira zona não seja inferior a 100 °C, para reduzir os vapores do fluxo (ponto de condensação). Eu prefiro começar a uma temperatura inferior a 120 °C, para reduzir as «explosões» da pasta de solda (os conjuntos de grandes dimensões constituem uma exceção). Gosto de utilizar o mesmo intervalo entre as zonas do forno para criar um aumento gradual da temperatura (o que também ajuda a reduzir a diferença de temperatura entre os componentes). Um exemplo é 110/130/150/170/190/210/230/250 e uma velocidade da correia de 25 ipm (para o nosso forno BTU sugerido acima) para uma placa bastante simples com as dimensões de 8" x 10" x 0,062", com uma temperatura máxima entre 235 e 245 °C e um tempo acima do ponto de fusão de 45 a 70 segundos.
É claro que estas são configurações ideais e servem apenas como orientações. Há sempre desafios, tais como placas de circuito impresso (PCB) muito espessas, componentes de grandes dimensões e componentes muito pequenos, que exigem perfis de aquecimento diferentes, um tempo total mais longo no forno, etc.


