在六部分组成的表面贴装技术 系列中,我们探讨了使用细粉 膏来提高钢网 工艺良率的优势,特别是在面积比低于0.66的区域。
由于约60%的焊料缺陷 发生在印刷机环节,因此将重点放在钢网 上对确保成功至关重要。如果焊膏涂布量不足——在观察这些小孔径时通常会出现这种情况——则该工艺在表面贴装技术 的最初步骤就已失败返修 难免。
更细的焊膏粉末有助于克服0.66的限制。然而,与大多数改变一样,这存在取舍——这些材料的回流焊接难度会增加。
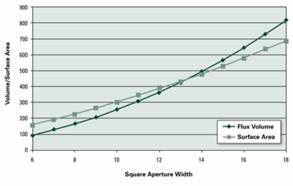
图1
经过分析,原因不难理解。首先,随着颗粒尺寸的减小,相同体积的焊膏的总表面积(暴露表面积)会增加。总表面积的增加也意味着总氧化物量的增加,因此需要更多的助焊剂来清除这些氧化物。 其次,如图1所示,选择更细粉体的焊膏是为了印刷具有高面积比的更小孔径。从图表右侧向左侧阅读可发现,随着孔径从18mil缩小到6mil,可用助焊剂与暴露表面积之比随之降低。
换句话说,在回流焊接更细的粉末焊膏时,有两个不利因素在起作用。第一个是焊膏内部表面氧化物的增加。第二个问题是焊膏沉积层的物理尺寸——沉积层越小,可用的助焊剂就越少,因此对回流炉环境的敏感度就越高。
正因如此,我们开始出现与助焊剂耗尽缺陷 焊料缺陷 :葡萄球、枕头缺陷、润湿、焊球、暗淡的焊点以及/或焊角质量不佳。
话虽如此,我们采取的任何能够降低总热输入的措施,都会扩大我们成功实现该工艺的窗口。换句话说,在可能且合理的范围内:
- 降低峰值温度温度
- 缩短高于液相线的时间
- 缩短烤箱加热阶段的总时间
- 尽可能使曲线接近“峰值”轮廓,而非保温
再次提醒,请注意这些非常微小的膏体沉积物对烤箱环境非常敏感。
以下是一些基本建议。工艺曲线中的预热 旨在对焊膏进行预处理,为后续去除表面氧化物和实际回流做准备。当焊膏中溶剂含量仍较高时,升温过快可能会引发微小“爆炸”,导致形成焊球/焊珠以及助焊剂飞溅。而升温过慢且保温时间过长,则可能导致焊膏过早耗尽。 升温速率(而非最大正斜率),或者说从环境温度峰值温度 平均峰值温度 是一个理想的折中方案,且便于计算;无铅焊料的组装始于25°C的环境温度,回流温度为245°C,温差为220度。 1°C/s的升温速率意味着220度升温需220秒,即3分40秒;4分钟是一个理想的目标时间。升温速率可通过传送带速度进行调整,具体计算方法是将烤箱加热段的总长度除以4分钟,即可得出传送带速度。 幸运的是,我们的BTU烤箱长度为100英寸,对应的传送带速度为25ipm(英寸/分钟)。
大多数烤箱制造商建议第一温区温度不低于100°C,以减少助焊剂蒸气(冷凝点)。我则倾向于将起始温度设定在120°C以下,以减少焊膏“爆裂”现象(大型组件除外)。 我倾向于在各烘箱温区之间采用相同的温差,以实现渐进式升温(这也有助于减小元器件温差)。例如,对于一块尺寸为8" x 10" x 0.062"、峰值温度在235-245°C、时间较短的相对简单的电路板,温区设置为110/130/150/170/190/210/230/250,传送带速度为25ipm (适用于上文推荐的 BTU 烤箱),针对一块尺寸为 8" x 10" x 0.062" 的相对简单的电路板,其峰值温度 235-245°C,液相线 以上的停留液相线 45-70 秒。
当然,这些只是最佳设置,仅供参考。实际操作中总会遇到各种挑战,例如非常厚的PCB、元器件以及非常元器件 需要采用不同的保温 、更长的总烘烤时间等。


