在這個共六部分的表面貼裝技術(SMT)組裝系列中,我們探討了使用細粉焊膏來提升模板印刷製程良率的優勢,特別是在面積比低於 0.66 的區域。
由於約 60% 的焊錫缺陷通常發生在印刷機階段,因此將重點放在網版印刷上對於成功至關重要。若塗佈的焊錫膏不足——這在觀察這些細小開口時通常會發生——則該製程已在 SMT 組裝的最初步驟就已失敗,而返工也將在所難免。
採用更細的焊膏粉末有助於克服 0.66 的限制。然而,如同大多數變更一樣,這其中存在取捨——此類材料的回流焊接過程會變得更加困難。
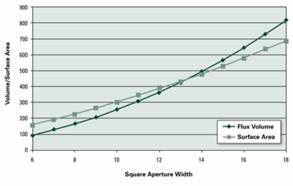
圖 1
經我們調查後,其原因不難理解。首先,隨著顆粒尺寸減小,相同體積的焊膏總表面積(暴露表面積)會增加。總表面積的增加也意味著總氧化物量的增加,而為了去除這些氧化物,對助焊劑的需求隨之提高。 其次,如圖 1 所示,選擇更細粉體的焊膏,是為了印刷具有高開口率且具挑戰性的微小開口。從圖表右至左觀察,可以發現,當開口尺寸從 18mil 縮小至 6mil 時,可用助焊劑與暴露表面積的比率隨之降低。
換言之,在回流更細顆粒的焊膏時,有兩個不利因素會對我們造成影響。首先是焊膏本身表面氧化層的增加;其次是焊膏沉積層的物理尺寸——由於尺寸較小,可用的助焊劑較少,因此對回流爐環境的敏感度也高得多。
正因如此,我們開始出現與助焊劑耗盡相關的焊錫缺陷:葡萄狀、枕頭狀、脫濕、焊錫球、焊點暗沉,以及/或焊角品質不佳。
話雖如此,任何能降低總熱輸入的措施,都能擴大我們成功所需的製程窗口。換言之,在可行且合理的範圍內:
- 降低峰值溫度
- 縮短在液相線以上的時間
- 縮短烤箱加熱階段的總時間
- 盡可能將曲線移近「上升」曲線與「滯留」曲線之間的交點
再次提醒,請記住這些極微量的膏狀沉積物對烤箱環境非常敏感。
以下是一些基本要點。溫度曲線中的預熱階段,是在去除表面氧化物及進行實際回流之前,對焊錫膏進行預處理。當焊錫膏仍富含溶劑時,若升溫過快,可能會引發微小「爆炸」,並產生焊錫球/焊錫珠及助焊劑飛濺。反之,若升溫過慢且滯留時間過長,則可能導致焊錫膏過早耗盡。 升溫速率(而非最大正斜率),或者該說,從環境溫度升至峰值溫度時的平均速率若設定為 1°C/s,便是一個理想的折衷方案,且能讓計算變得相當簡單;假設組件在 25°C 的環境溫度下開始回流,無鉛焊料的回流溫度為 245°C,溫差為 220 度。 以 1°C/s 的升溫速率計算,220 度相當於 220 秒,即 3 分 40 秒;4 分鐘是一個理想的目標時間。升溫速率可透過輸送帶速度進行調整,其計算方式為:將烤箱加熱區的總長度除以 4 分鐘,即可得出輸送帶速度。 所幸,我們的 BTU 烤箱長度為 100 英吋,對應的輸送帶速度為 25ipm(英吋/分鐘)。
大多數烤箱製造商建議,第一區的溫度不應低於 100°C,以減少助焊劑蒸氣(凝結點)。我則傾向將起始溫度設定在 120°C 以下,以減少焊膏「爆發」現象(大型組件除外)。 我傾向在各烘烤區採用相同的溫差設定,以形成漸進式的升溫曲線(這也有助於降低元件之間的溫差)。舉例來說,設定為 110/130/150/170/190/210/230/250,並搭配 25ipm 的輸送帶速度 (適用於上述建議的 BTU 烤箱),針對尺寸為 8" x 10" x 0.062" 的相對簡單電路板,其峰值溫度為 235-245°C,且在液相線以上維持的時間為 45-70 秒。
當然,這些只是最佳設定,僅供參考。實際操作中總會遇到各種挑戰,例如極厚的 PCB、大型元件以及極小的元件,這類情況可能需要採用不同的滯留曲線,或在烘箱中延長總處理時間等。


