In einer sechsteiligen Serie zum Thema SMT-Montage haben wir die Vorteile des Einsatzes von Lötpasten mit feinem Pulver zur Verbesserung der Prozessausbeute beim Schablonendruck erörtert, insbesondere in Bereichen, in denen das Flächenverhältnis unter 0,66 liegt.
Da etwa 60 % der Lötfehler typischerweise bereits beim Drucken auftreten, ist es für den Erfolg entscheidend, den Schwerpunkt auf den Schablonendruck zu legen. Wird zu wenig Paste aufgetragen – was bei diesen kleinen Öffnungen in der Regel der Fall ist –, ist der Prozess bereits im ersten Schritt der SMT-Montage fehlgeschlagen, und eine Nachbearbeitung ist unvermeidlich.
Lötpasten mit feinerer Pulvergröße können dazu beitragen, die 0,66-Einschränkung zu überwinden. Wie bei den meisten Änderungen gibt es jedoch einen Kompromiss: Der Reflow dieser Materialien gestaltet sich schwieriger.
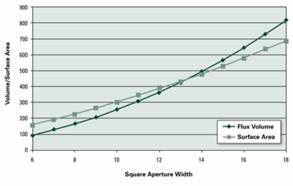
Abbildung 1
Bei näherer Betrachtung sind die Gründe dafür nachvollziehbar. Erstens nimmt mit abnehmender Partikelgröße die Gesamtoberfläche (die freiliegende Oberfläche) bei gleichem Volumen der Lötpaste zu. Diese Zunahme der Gesamtoberfläche bedeutet auch eine Zunahme der gesamten Oberflächenoxide, wodurch der Bedarf an Flussmittel zur Entfernung dieser Oxide steigt. Zweitens ist, wie in Abbildung 1 dargestellt, der Grund für die Wahl einer Lötpaste mit feinerem Pulver das Drucken kleinerer Öffnungen mit anspruchsvollen Flächenverhältnissen. Wenn wir die Tabelle von rechts nach links lesen, lässt sich erkennen, dass das Verhältnis von verfügbarem Flussmittel zur freiliegenden Oberfläche abnimmt, wenn wir von einer 18-mil-Öffnung zu einer 6-mil-Öffnung übergehen.
Mit anderen Worten: Beim Reflow-Löten mit feinerem Lötpulver wirken zwei Faktoren zu unseren Ungunsten. Der erste ist die erhöhte Oberflächenoxidation innerhalb der Paste selbst. Der zweite Faktor ist die physikalische Größe der Lötpastenschicht, die bei geringerer Flussmittelmenge kleiner ausfällt und daher wesentlich empfindlicher auf die Ofenumgebung reagiert.
Aus diesem Grund treten Lötfehler auf, die mit einem Aufbrauchen des Flussmittels zusammenhängen: Graping, „Head-in-Pillow“, Entnetzung, Lötperlen, stumpfe Lötstellen und/oder mangelhafte Lötnahtausprägung.
Vor diesem Hintergrund gilt: Alles, was wir tun können, um die gesamte Wärmezufuhr zu verringern, vergrößert unser Erfolgsfenster. Mit anderen Worten: Wenn möglich und im Rahmen des Zumutbaren:
- die Spitzentemperatur senken
- die Zeit oberhalb des Liquidus verkürzen
- die Gesamtzeit im Heizbereich des Ofens verkürzen
- So nah wie möglich an eine Rampe zum Spitzenprofil im Vergleich zum Soak-Profil heranfahren
Denken Sie bitte noch einmal daran, dass diese sehr kleinen Pastenablagerungen äußerst empfindlich auf die Umgebungsbedingungen im Ofen reagieren.
Hier sind einige grundlegende Tipps. Der Vorheizabschnitt des Profils bereitet die Lötpaste vor, bevor Oberflächenoxide entfernt werden und der eigentliche Reflow beginnt. Ein zu schneller Temperaturanstieg, solange die Paste noch lösungsmittelreich ist, kann zu kleinen „Explosionen“ führen und Lötkugeln sowie Flussmittelspritzer verursachen. Ein zu langsamer Temperaturanstieg und längere Haltezeiten können dazu führen, dass die Paste vorzeitig aufgebraucht wird. Eine Anstiegsgeschwindigkeit (nicht die maximale Steigung) – oder besser gesagt: eine durchschnittliche Temperaturanstiegsgeschwindigkeit von 1 °C/s von der Umgebungstemperatur bis zur Spitzentemperatur – ist ein guter Mittelweg und vereinfacht die Berechnung erheblich; die Baugruppe beginnt bei einer Umgebungstemperatur von 25 °C und wird bei 245 °C für bleifreies Lot reflow-gelötet, was einer Temperaturdifferenz von 220 Grad entspricht. Eine Anstiegsrate von 1 °C/s bedeutet, dass 220 Grad 220 Sekunden oder 3 Minuten und 40 Sekunden entsprechen; 4 Minuten sind ein gutes Ziel. Die Anstiegsrate lässt sich über die Förderbandgeschwindigkeit einstellen, die sich aus der Gesamtlänge des Heizabschnitts des Ofens geteilt durch 4 Minuten ergibt, was uns die Bandgeschwindigkeit liefert. Glücklicherweise ist unser BTU-Ofen 100 Zoll lang, was einer Bandgeschwindigkeit von 25 ipm (Zoll pro Minute) entspricht.
Die meisten Ofenhersteller empfehlen, die erste Zone auf mindestens 100 °C einzustellen, um Flussmitteldämpfe zu reduzieren (Kondensationspunkt). Ich beginne lieber bei weniger als 120 °C, um „Explosionen“ der Lötpaste zu vermeiden (große Baugruppen bilden hier eine Ausnahme). Ich verwende gerne in allen Ofenzonen denselben Temperaturunterschied, um einen allmählichen Temperaturanstieg zu erzielen (dies trägt auch dazu bei, die Temperaturdifferenz zwischen den Bauteilen zu verringern). Ein Beispiel hierfür ist 110/130/150/170/190/210/230/250 bei einer Bandgeschwindigkeit von 25 ipm (für unseren oben empfohlenen BTU-Ofen) bei einer relativ einfachen Leiterplatte mit den Maßen 8" x 10" x 0,062" mit einer Spitzentemperatur von 235–245 °C und einer Verweildauer oberhalb des Liquidus von 45–70 Sekunden.
Natürlich handelt es sich hierbei um optimale Einstellungen, die lediglich als Richtwerte dienen. Es gibt immer wieder Herausforderungen wie sehr dicke Leiterplatten, große Bauteile und sehr kleine Bauteile, die andere Einweichprofile, eine längere Gesamtverweildauer im Ofen usw. erfordern.


