En una serie de seis partes sobre el montaje SMT, hemos analizado las ventajas de utilizar pastas de soldadura de polvo fino para mejorar el rendimiento del proceso de impresión con plantilla, especialmente en zonas donde la relación de área es inferior a 0,66.
Dado que aproximadamente el 60 % de los defectos de soldadura suelen producirse en la impresora, es fundamental para el éxito del proceso centrarse en la impresión con plantilla. Si no se deposita suficiente pasta —como suele ocurrir al trabajar con aberturas tan pequeñas—, el proceso ha fallado en la primera fase del montaje SMT y la reelaboración es inevitable.
Las pastas de soldadura con un polvo más fino pueden ayudar a superar la limitación de 0,66. Sin embargo, como ocurre con la mayoría de los cambios, hay que aceptar una contrapartida: el reflujo de estos materiales resulta más complicado.
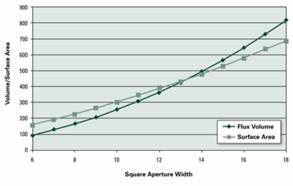
Figura 1
A medida que investigamos, las razones resultan comprensibles. En primer lugar, a medida que disminuye el tamaño de las partículas, aumenta la superficie total (superficie expuesta) para un mismo volumen de pasta de soldadura. Este aumento de la superficie total también implica un aumento del óxido superficial total, por lo que aumenta la demanda de fundente para eliminar dichos óxidos. En segundo lugar, tal y como se ilustra en la figura 1, la razón para elegir una pasta de soldadura con polvo más fino es imprimir aberturas más pequeñas con relaciones de superficie complejas. Al leer el gráfico de derecha a izquierda, se observa que la relación entre el fundente disponible y la superficie expuesta disminuye a medida que pasamos de una abertura de 18 mil a una de 6 mil.
En otras palabras, hay dos factores que nos perjudican a la hora de realizar el reflujo de pastas de soldadura con polvo más fino. El primero es el aumento del óxido superficial dentro de la propia pasta. El segundo factor es el tamaño físico del depósito de pasta de soldadura, que es menor y, por lo tanto, cuenta con menos fundente disponible, lo que lo hace mucho más sensible al entorno del horno.
Por este motivo, empezamos a observar defectos en la soldadura relacionados con el agotamiento del fundente: formación de racimos, «head-in-pillow», deshumectación, bolas de soldadura, uniones de soldadura opacas y/o filetes deficientes.
Dicho esto, cualquier medida que podamos tomar para reducir el aporte total de calor aumentará nuestras posibilidades de éxito en el proceso. En otras palabras, siempre que sea posible y dentro de lo razonable:
- reducir la temperatura máxima
- acortar el tiempo por encima del liquidus
- reducir el tiempo total en la zona de calentamiento del horno
- acercarse lo máximo posible a una rampa en el perfil de pico frente al perfil de estabilización
Una vez más, recuerda que estos depósitos de pasta, tan pequeños, son muy sensibles al entorno del horno.
A continuación se ofrecen algunos consejos básicos. La fase de precalentamiento del perfil acondiciona la pasta de soldadura antes de eliminar los óxidos superficiales y de que se produzca el reflujo propiamente dicho. Un aumento de temperatura demasiado rápido, mientras la pasta aún contiene una gran cantidad de disolvente, puede provocar pequeñas «explosiones» y generar bolas o gotas de soldadura, así como salpicaduras de fundente. Por el contrario, un aumento de temperatura demasiado lento y la utilización de tiempos de mantenimiento más prolongados pueden provocar que la pasta se agote prematuramente. Una velocidad de subida (no la pendiente máxima (+)), o mejor dicho, una velocidad media desde la temperatura ambiente hasta la temperatura máxima de 1 °C/s es un término medio ideal y facilita bastante los cálculos; el conjunto parte de una temperatura ambiente de 25 °C y se somete al reflujo a 245 °C para la soldadura sin plomo, lo que supone un delta de 220 grados. Una velocidad de subida de 1 °C/s significa que 220 grados equivalen a 220 s, es decir, 3 minutos y 40 segundos; 4 minutos es un buen objetivo. La velocidad de subida puede ajustarse mediante la velocidad de la cinta transportadora, que se calcula dividiendo la longitud total de la sección de calentamiento del horno entre 4 minutos, lo que nos da la velocidad de la cinta. Afortunadamente, nuestro horno BTU mide 100 pulgadas, lo que equivale a una velocidad de la cinta de 25 ipm (pulgadas por minuto).
La mayoría de los fabricantes de hornos recomiendan que la primera zona no esté por debajo de los 100 °C para reducir los vapores del fundente (punto de condensación). Yo prefiero empezar a una temperatura inferior a 120 °C para reducir las «explosiones» de la pasta de soldadura (los conjuntos grandes son una excepción). Me gusta utilizar el mismo diferencial entre las zonas del horno para crear un aumento gradual de la temperatura (esto también ayuda a reducir el diferencial de temperatura entre los componentes). Un ejemplo es 110/130/150/170/190/210/230/250 y una velocidad de cinta de 25 ipm (para nuestro horno BTU sugerido anteriormente) en el caso de una placa bastante sencilla de 8" x 10" x 0,062", con una temperatura máxima de 235-245 °C y un tiempo por encima del punto de fusión de 45-70 segundos.
Por supuesto, se trata de ajustes óptimos y solo sirven como orientaciones. Siempre surgen dificultades, como placas de circuito impreso muy gruesas, componentes grandes y componentes muy pequeños, que requieren perfiles de recocido diferentes, un tiempo total de permanencia en el horno más prolongado, etc.


