6부작 SMT 조립 시리즈에서, 우리는 스텐실 인쇄의 공정 수율을 향상시키기 위해 미세 분말 솔더 페이스트를 사용하는 이점에 대해 다루었으며, 특히 면적 비율이 0.66 미만인 영역에서 그 효과가 두드러진다는 점을 강조했습니다.
일반적으로 납땜 결함의 약 60%가 프린터 단계에서 발생하기 때문에, 스텐실 인쇄에 주력하는 것이 성공의 핵심입니다. 이러한 작은 개구부를 다룰 때 흔히 볼 수 있듯이 페이스트가 충분히 도포되지 않으면, SMT 조립 공정의 초기 단계에서 이미 공정이 실패한 것이며, 재작업은 불가피합니다.
입자가 더 미세한 솔더 페이스트를 사용하면 0.66 제약 조건을 극복하는 데 도움이 될 수 있습니다. 하지만 대부분의 변경 사항과 마찬가지로, 이에 따른 장단점이 존재하는데, 바로 이러한 소재의 리플로우 공정이 더 까다로워진다는 점입니다.
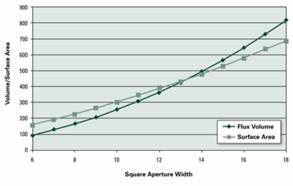
그림 1
조사해 보면 그 이유는 충분히 이해할 수 있습니다. 첫째, 입자 크기가 작아질수록 동일한 부피의 솔더 페이스트에 대한 총 표면적(노출된 표면적)이 증가합니다. 총 표면적이 증가하면 총 산화물 양도 늘어나게 되며, 이러한 산화물을 제거하기 위해 필요한 플럭스의 양도 증가합니다. 둘째, 그림 1에서 볼 수 있듯이, 더 미세한 분말 솔더 페이스트를 선택하는 이유는 까다로운 면적 비율을 가진 더 작은 개구부를 인쇄하기 위함입니다. 차트를 오른쪽에서 왼쪽으로 읽어보면, 18mil 개구부에서 6mil 개구부로 갈수록 노출된 표면적 대비 사용 가능한 플럭스의 비율이 감소하는 것을 확인할 수 있습니다.
다시 말해, 더 미세한 분말 솔더 페이스트를 리플로우할 때 우리에게 불리한 두 가지 문제가 있습니다. 첫 번째는 페이스트 내부에서 표면 산화물이 증가한다는 점입니다. 두 번째 문제는 솔더 페이스트 도포층의 물리적 크기로, 이 크기가 작아질수록 사용 가능한 플럭스 양이 줄어들기 때문에 오븐 환경에 훨씬 더 민감해집니다.
이로 인해 플럭스 고갈과 관련된 납땜 결함, 즉 그레이핑, 헤드-인-필로우, 탈습, 솔더 볼, 납땜 접합부 광택 저하 및/또는 불량한 필렛 등이 발생하기 시작합니다.
그러므로 총 열 유입량을 줄일 수 있는 모든 조치는 공정의 성공 가능성을 높여줄 것입니다. 다시 말해, 가능하고 합리적인 범위 내에서 다음과 같이 해야 합니다:
- 최고 기온을 낮추다
- 액상선 이상의 체류 시간을 단축한다
- 오븐의 가열 단계에서 소요되는 총 시간을 단축한다
- 피크 프로파일과 소크 프로파일을 비교할 때, 램프에 최대한 가깝게 이동한다
다시 한 번 말씀드리지만, 이 아주 미세한 페이스트 침전물은 오븐 환경에 매우 민감하다는 점을 기억해 주십시오.
다음은 몇 가지 기본적인 팁입니다. 프로파일의 예열 단계는 표면 산화물을 제거하고 실제 리플로우를 진행하기 전에 솔더 페이스트를 적정 상태로 만드는 역할을 합니다. 페이스트에 용매가 아직 많이 남아 있는 상태에서 온도 상승 속도를 너무 빠르게 설정하면 작은 ‘폭발’이 일어나 솔더 볼이나 비드, 플럭스 비말이 발생할 수 있습니다. 반대로 온도 상승 속도를 너무 느리게 설정하고 유지 시간을 길게 잡으면 페이스트가 조기에 소진될 수 있습니다. 온도 상승률(최대(+)경사가 아님), 또는 주변 온도에서 최고 온도까지의 평균 상승률을 1°C/s로 설정하는 것이 적정 수준이며, 이를 통해 계산도 상당히 간편해집니다. 조립체는 주변 온도 25°C에서 시작하여 무연 솔더의 경우 245°C에서 리플로우되므로, 온도 차이는 220도입니다. 1°C/s의 온도 상승 속도는 220도가 220초, 즉 3분 40초에 해당함을 의미하며, 4분이 적절한 목표 시간입니다. 온도 상승 속도는 컨베이어 속도로 조절할 수 있는데, 이는 오븐 가열 구간의 총 길이를 4분으로 나눈 값이 벨트 속도가 됩니다. 다행히도 당사의 BTU 오븐은 100인치이며, 이는 25ipm(분당 인치)의 벨트 속도에 해당합니다.
대부분의 오븐 제조업체는 플럭스 증기(응결점)를 줄이기 위해 첫 번째 구역의 온도를 100°C 이상으로 설정할 것을 권장합니다. 저는 솔더 페이스트 ‘폭발’을 방지하기 위해 120°C 미만으로 시작하는 것을 선호합니다(대형 조립품은 예외입니다). 저는 오븐 구역 간 온도 차이를 일정하게 유지하여 점진적인 온도 상승 곡선을 만드는 것을 선호합니다(이는 부품 간의 온도 차이(델타 T)를 줄이는 데도 도움이 됩니다). 예를 들어, 8" x 10" x 0.062" 크기의 비교적 단순한 기판에 대해 110/130/150/170/190/210/230/250의 온도 설정과 25ipm의 벨트 속도를 적용할 수 있습니다 (앞서 제안한 BTU 오븐 기준)을 적용합니다. 이 설정은 8" x 10" x 0.062" 크기의 비교적 단순한 기판에 적용되며, 최고 온도는 235-245°C이고 액상선 이상 유지 시간은 45-70초입니다.
물론, 이는 최적의 설정일 뿐이며 단지 참고용으로만 삼아야 합니다. PCB가 매우 두꺼운 경우나, 대형 부품, 또는 매우 작은 부품과 같이 별도의 소크 프로파일이나 오븐 내 총 처리 시간 연장이 필요한 등의 어려움이 항상 존재합니다.


