In una serie di sei articoli dedicati all’assemblaggio SMT, abbiamo illustrato i vantaggi dell’utilizzo di paste saldanti a polvere fine per migliorare le rese di processo nella stampa con stencil, in particolare nelle aree in cui il rapporto di area è inferiore a 0,66.
Poiché circa il 60% dei difetti di saldatura si verifica in genere durante la stampa, è fondamentale per il successo del processo concentrarsi sulla stampa con stencil. Se la quantità di pasta depositata è insufficiente, come spesso accade quando si hanno a che fare con aperture di piccole dimensioni, il processo fallisce già nella fase iniziale dell’assemblaggio SMT e la rilavorazione è inevitabile.
Le paste saldanti con polveri più fini possono aiutare a superare il vincolo dello 0,66. Tuttavia, come per la maggior parte dei cambiamenti, c'è un compromesso: il riflusso di questi materiali diventa più complesso.
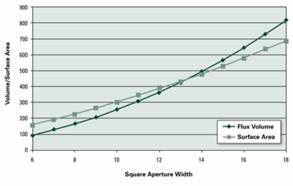
Figura 1
Analizzando la questione, le ragioni risultano comprensibili. Innanzitutto, al diminuire della dimensione delle particelle, la superficie totale (superficie esposta) per lo stesso volume di pasta saldante aumenta. Questo aumento della superficie totale comporta anche un aumento dell’ossido superficiale totale e, di conseguenza, aumenta la quantità di flussante necessaria per rimuovere tali ossidi. In secondo luogo, come illustrato nella Figura 1, il motivo per cui si sceglie una pasta saldante a polvere più fine è quello di stampare aperture più piccole con rapporti di superficie complessi. Leggendo il grafico da destra a sinistra, si può notare che il rapporto tra il flusso disponibile e l’area superficiale esposta diminuisce man mano che si passa da un’apertura di 18 mil a una di 6 mil.
In altre parole, ci sono due fattori che giocano a nostro sfavore nel processo di rifusione delle paste saldanti a polvere più fine. Il primo è l’aumento dell’ossido superficiale all’interno della pasta stessa. Il secondo è la dimensione fisica del deposito di pasta saldante, che è più piccolo e presenta una minore quantità di flussante disponibile e, di conseguenza, è molto più sensibile alle condizioni ambientali del forno.
Per questo motivo si iniziano a verificare difetti di saldatura legati all’esaurimento del flussante: graping, “head-in-pillow”, de-wetting, palline di stagno, giunti di saldatura opachi e/o raccordi di scarsa qualità.
Detto questo, qualsiasi misura adottata per ridurre l’apporto termico complessivo aumenterà le nostre possibilità di successo. In altre parole, quando possibile e nei limiti del ragionevole:
- ridurre la temperatura massima
- ridurre il tempo al di sopra del liquidus
- ridurre il tempo totale nella fase di cottura in forno
- avvicinarsi il più possibile a una rampa nel profilo di picco rispetto al profilo di assestamento
Ricordate, ancora una volta, che questi depositi di pasta, di dimensioni molto ridotte, sono estremamente sensibili alle condizioni all’interno del forno.
Ecco alcuni consigli di base. La fase di preriscaldamento del profilo prepara la pasta saldante prima della riduzione degli ossidi superficiali e del riflusso vero e proprio. Un aumento troppo rapido della temperatura mentre la pasta è ancora ricca di solvente può causare piccole “esplosioni” e generare palline o gocce di saldatura e spruzzi di flussante. Un aumento troppo lento della temperatura e l’utilizzo di tempi di mantenimento più lunghi possono causare l’esaurimento prematuro della pasta. Una velocità di salita (non la pendenza massima (+)), o, per meglio dire, una velocità media dalla temperatura ambiente alla temperatura di picco di 1 °C/s rappresenta una via di mezzo ottimale e semplifica notevolmente i calcoli; l’assemblaggio inizia a una temperatura ambiente di 25 °C e il riflusso avviene a 245 °C per la saldatura senza piombo, con un differenziale di 220 gradi. Una velocità di salita di 1 °C/s significa che 220 gradi equivalgono a 220 s, ovvero 3 minuti e 40 secondi; 4 minuti sono un buon obiettivo. La velocità di salita può essere regolata tramite la velocità del nastro trasportatore, che è data dalla lunghezza totale della sezione di riscaldamento del forno divisa per 4 minuti, ottenendo così la velocità del nastro. Fortunatamente, il nostro forno BTU misura 100 pollici e corrisponde a una velocità del nastro di 25 ipm (pollici al minuto).
La maggior parte dei produttori di forni consiglia che la prima zona non sia inferiore a 100 °C per ridurre i vapori del fondente (punto di condensazione). Io preferisco partire da una temperatura inferiore a 120 °C per ridurre le “esplosioni” della pasta saldante (fanno eccezione gli assemblaggi di grandi dimensioni). Mi piace utilizzare lo stesso differenziale tra le zone del forno per creare una rampa graduale (ciò contribuisce anche a ridurre il differenziale di temperatura tra i componenti). Un esempio è 110/130/150/170/190/210/230/250 con una velocità del nastro di 25 ipm (per il nostro forno BTU suggerito sopra) per una scheda abbastanza semplice che misura 8" x 10" x 0,062", con una temperatura di picco compresa tra 235 e 245 °C e un tempo al di sopra del liquidus di 45-70 secondi.
Naturalmente, queste sono impostazioni ottimali e vanno intese solo come linee guida. Ci sono sempre delle difficoltà, come PCB molto spessi, componenti di grandi dimensioni e componenti molto piccoli, che richiedono profili di stazionamento diversi, tempi totali di permanenza nel forno più lunghi, ecc.


