Trong loạt bài viết gồm sáu phần về lắp ráp SMT, chúng tôi đã thảo luận về những lợi ích của việc sử dụng bột hàn dạng bột mịn nhằm nâng cao hiệu suất quy trình in khuôn, đặc biệt là ở những khu vực có tỷ lệ diện tích nhỏ hơn 0,66.
Vì khoảng 60% các lỗi hàn thường xảy ra tại giai đoạn in, nên việc tập trung vào quá trình in khuôn là yếu tố then chốt quyết định thành công. Nếu lượng bột hàn được phủ lên không đủ — điều thường xảy ra khi quan sát các lỗ nhỏ này — thì quy trình đã thất bại ngay từ bước đầu tiên trong quá trình lắp ráp SMT, và việc sửa chữa là không thể tránh khỏi.
Bột hàn có độ mịn cao hơn có thể giúp khắc phục hạn chế 0,66. Tuy nhiên, giống như hầu hết các thay đổi khác, điều này cũng đi kèm với một sự đánh đổi — quá trình nung lại các vật liệu này trở nên khó khăn hơn.
Hình 1
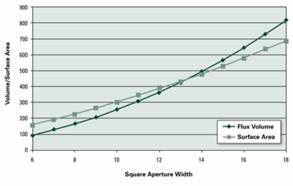
Khi tìm hiểu kỹ hơn, chúng ta có thể thấy những lý do này hoàn toàn dễ hiểu. Thứ nhất, khi kích thước hạt giảm, tổng diện tích bề mặt (diện tích bề mặt tiếp xúc) của cùng một thể tích bột hàn sẽ tăng lên. Sự gia tăng tổng diện tích bề mặt này cũng đồng nghĩa với việc tổng lượng oxit bề mặt tăng lên, và do đó nhu cầu về chất trợ dung để loại bỏ các oxit này cũng tăng theo. Thứ hai, như được minh họa trong Hình 1, lý do chọn bột hàn mịn hơn là để in các lỗ nhỏ hơn với tỷ lệ diện tích khó thực hiện. Khi đọc biểu đồ từ phải sang trái, có thể thấy rằng tỷ lệ chất trợ dung có sẵn so với diện tích bề mặt tiếp xúc giảm khi chúng ta chuyển từ lỗ 18mil sang 6mil.
Nói cách khác, có hai vấn đề gây bất lợi cho chúng ta khi thực hiện quá trình nung chảy lại hỗn hợp hàn dạng bột mịn. Vấn đề thứ nhất là sự gia tăng lớp oxit bề mặt bên trong chính hỗn hợp hàn. Vấn đề thứ hai là kích thước vật lý của lớp hỗn hợp hàn, vốn nhỏ hơn do lượng chất trợ hàn ít hơn và do đó, trở nên nhạy cảm hơn rất nhiều với môi trường trong lò nung.
Do đó, chúng ta bắt đầu gặp phải các khuyết tật hàn liên quan đến việc cạn kiệt chất trợ hàn: hiện tượng “graping”, “head-in-pillow”, hiện tượng mất ướt, các hạt hàn, mối hàn xỉn màu và/hoặc các góc hàn kém chất lượng.
Như vậy, bất kỳ biện pháp nào chúng ta có thể thực hiện để giảm tổng lượng nhiệt đầu vào đều sẽ mở rộng phạm vi điều kiện thuận lợi cho quá trình đạt được thành công. Nói cách khác, khi có thể và trong phạm vi hợp lý:
- giảm nhiệt độ đỉnh
- giảm thời gian ở trên nhiệt độ lỏng
- giảm thời gian tổng cộng trong giai đoạn làm nóng của lò nướng
- di chuyển càng gần càng tốt đến đoạn dốc của đường cong đạt đỉnh so với đường cong tăng dần
Một lần nữa, hãy nhớ rằng những lớp bột nhão cực kỳ mỏng này rất nhạy cảm với môi trường bên trong lò nướng.
Dưới đây là một số lời khuyên cơ bản. Giai đoạn làm nóng trước trong quy trình giúp điều chỉnh trạng thái của bột hàn trước khi loại bỏ các oxit bề mặt và tiến hành quá trình hàn lại thực tế. Tăng nhiệt quá nhanh trong khi bột hàn vẫn còn chứa nhiều dung môi có thể gây ra những “vụ nổ” nhỏ và tạo ra các hạt hàn cũng như văng chất trợ hàn. Ngược lại, tăng nhiệt quá chậm và duy trì thời gian giữ nhiệt quá lâu có thể khiến bột hàn bị cạn kiệt sớm. Tốc độ tăng nhiệt (không phải độ dốc tối đa (+)), hay nói cách khác, tốc độ trung bình từ nhiệt độ môi trường đến nhiệt độ đỉnh là 1°C/s là mức cân bằng lý tưởng và giúp việc tính toán trở nên khá đơn giản; quá trình lắp ráp bắt đầu ở nhiệt độ môi trường 25°C và nung chảy lại ở 245°C đối với hàn không chì, chênh lệch nhiệt độ là 220 độ. Tốc độ tăng nhiệt 1°C/s có nghĩa là chênh lệch 220 độ tương đương với 220 giây, tức 3 phút 40 giây; 4 phút là mục tiêu phù hợp. Tốc độ tăng nhiệt có thể được điều chỉnh thông qua tốc độ băng tải, được tính bằng cách chia tổng chiều dài phần gia nhiệt của lò cho 4 phút, từ đó xác định tốc độ băng tải. May mắn thay, lò BTU của chúng tôi dài 100 inch, tương đương với tốc độ băng tải là 25 ipm (inch mỗi phút).
Hầu hết các nhà sản xuất lò nung đều khuyến nghị vùng nhiệt độ đầu tiên không được thấp hơn 100°C để giảm hơi chất hàn (điểm ngưng tụ). Tôi thích bắt đầu ở nhiệt độ dưới 120°C để giảm hiện tượng “nổ” của bột hàn (trừ trường hợp các cụm linh kiện lớn). Tôi thích sử dụng cùng một chênh lệch nhiệt độ giữa các vùng lò để tạo ra sự tăng nhiệt từ từ (điều này cũng giúp giảm chênh lệch nhiệt độ giữa các linh kiện). Ví dụ: 110/130/150/170/190/210/230/250 và tốc độ băng tải là 25ipm (đối với lò BTU được đề xuất ở trên) cho một bảng mạch khá đơn giản có kích thước 8" x 10" x 0,062", với nhiệt độ đỉnh từ 235–245°C và thời gian duy trì trên điểm nóng chảy từ 45–70 giây.
Tất nhiên, đây là các thiết lập tối ưu và chỉ mang tính chất tham khảo. Luôn có những thách thức như các bảng mạch in (PCB) rất dày, các linh kiện cỡ lớn và các linh kiện rất nhỏ, đòi hỏi các chế độ ngâm khác nhau, thời gian tổng cộng trong lò dài hơn, v.v.


