Ciao a tutti,
Come accennato nei miei ultimi post, a breve terrò un webinar sulla stampa della pasta saldante per applicazioni System-in-Package (SiP). Contrariamente a quanto suggerisce il titolo, la stampa non sarà l’unico argomento di cui parlerò. Un argomento importante che non riguarda direttamente la stampante, ma che rappresenta una fase naturale del processo, è l’ispezione della pasta saldante, o SPI. Dico che è la fase naturale perché è necessario disporre di un modo per misurare effettivamente l’altezza e il volume del deposito di pasta saldante dopo la stampa, al fine di determinare se vi siano difetti. L’identificazione di questi difetti consente di tornare alla stampante e regolare i parametri appropriati per trovare una soluzione.
Indium Corporation ha recentemente installato una nuova macchina SPI che presenta una risoluzione molto più elevata rispetto al modello precedente, perfetta per l’analisi della pasta saldante destinata alle applicazioni SiP (mentre scrivevo questa frase, mi sono ricordato di quanto debba stare attento a non confondere “SPI” e “SiP”). Uno dei parametri che ho imparato essere importante per le applicazioni SiP è l’altezza di soglia, ovvero il limite oltre il quale la macchina segnala un errore per altezza eccessiva (e volume calcolato). Come potete immaginare, per le applicazioni SiP l’altezza di soglia deve essere molto bassa, dell’ordine di decine di micron, poiché gli stencil utilizzati sono molto sottili. Pertanto, per una misurazione accurata è necessaria una calibrazione precisa dell’altezza di soglia.
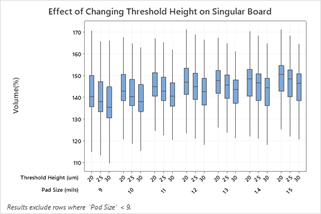
Si osservi il grafico sottostante a titolo di esempio. L’asse x mostra le diverse impostazioni dell’altezza di soglia, che aumentano da 20 a 30 micron, e l’effetto che tale variazione ha sulla percentuale in volume dei pad di varie dimensioni sullo stesso circuito stampato. Come si può notare, anche una variazione di cinque micron nell’altezza di soglia ha un effetto evidente sulla percentuale in volume di un pad rilevata. Tale variazione potrebbe determinare se un pad venga segnalato come difettoso oppure no; pertanto, è importante assicurarsi che il parametro dell’altezza di soglia sia calibrato correttamente.
Ci sono altri parametri da considerare riguardo allo SPI quando si parla di stampa SiP. Segui il webinar “SiP Printing 101” se sei curioso e vuoi saperne di più!