Bonjour à tous,
Comme je l’ai mentionné dans mes derniers articles, j’animerai prochainement un webinaire consacré à l’impression de pâte à souder pour les applications « system-in-package » (SiP). Contrairement à ce que laisse entendre le titre, l’impression ne sera pas le seul sujet que j’aborderai. L’inspection de la pâte à souder, ou SPI, constitue un sujet important qui ne concerne pas directement l’imprimante, mais qui s’inscrit naturellement dans la suite du processus. Je dis qu’il s’agit d’une étape logique, car il faut pouvoir mesurer la hauteur et le volume du dépôt de soudure après l’impression afin de détecter d’éventuels défauts. L’identification de ces défauts permet de revenir à l’imprimante et d’ajuster les paramètres appropriés pour trouver une solution.
Indium Corporation a récemment installé une nouvelle machine SPI dotée d’une résolution bien supérieure à celle du modèle précédent, ce qui en fait l’outil idéal pour analyser la pâte à souder destinée aux applications SiP (en rédigeant cette phrase, je me suis rappelé à quel point je devais faire attention à ne pas confondre « SPI » et « SiP »). L’un des paramètres dont j’ai appris l’importance pour les applications SiP est la hauteur seuil, c’est-à-dire la limite au-delà de laquelle la machine signale une erreur en raison d’une hauteur (et d’un volume calculé) excessive. Comme vous pouvez l’imaginer, pour les applications SiP, la hauteur seuil doit être très faible, de l’ordre de quelques dizaines de microns, car les pochoirs utilisés sont très fins. Par conséquent, un étalonnage précis de la hauteur seuil est nécessaire pour garantir l’exactitude des mesures.
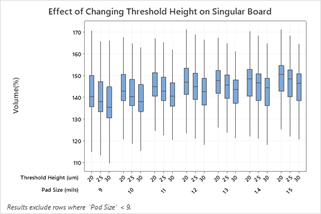
Prenons l'exemple du graphique ci-dessous. L'axe des x représente l'évolution des réglages de la hauteur de seuil, passant de 20 à 30 microns, ainsi que l'effet de cette variation sur le pourcentage volumique de pastilles de différentes tailles sur un même circuit imprimé. Comme vous pouvez le constater, même une variation de cinq microns de la hauteur seuil a un effet notable sur le pourcentage volumique d'un plot. Cette variation peut faire la différence entre un plot considéré comme défectueux ou non ; il est donc important de s'assurer que le paramètre de hauteur seuil est correctement calibré.
Il existe d'autres paramètres à prendre en compte concernant le SPI dans le cadre de l'impression SiP. Si cela vous intéresse et que vous souhaitez en savoir plus, ne manquez pas le webinaire « SiP Printing 101 » !