Folks,
It's been way too long, let's look in on Patty and the boys…..

It was 5:30AM and Patty’s alarm went off. She was unusually tired today because of a PTA meeting last night. She had become much more interested in the school her twin sons went to when she found out that the school was no longer teaching cursive writing. She was too late for that battle, but had heard that the school was not going to teach long division. Another mother told her that the reason was that long division was too hard and it could be done with a calculator. When Patty heard this she “went through the roof.” Fortunately, when Patty attended the PTA meeting, she andthe other parents were assured that long division was still being taught.
Patty’s sons would learn cursive, however, as both her mother and her husband’s mother would teach the boys during baby-sitting sessions – and once a week the boys would read one of the 100+ letters to home that their great grandfather wrote to their great grandmother during World War II. All written in cursive of course!
After her morning jog and workout Patty was in her office at Ivy U by 7:30AM. She turned on her laptop and saw an email from Mike Madigan, her former employer’s CEO. It read:
Dear Professor Coleman,
One of my golfing buddies owns a small jewelry firm, Galahad Jewelry in Providence, RI. One of the units in the company produces silver charms for charm bracelets. This unit is not performing well financially. After chatting with him I sensed thatproductivity is low, inventory is out of control, and the processes are not lean.
Could you visit his factory and perform an audit? Maybe Pete can go with you -just make sure he behaves.
The note finished with contact information for the company.
Not only was Pete willing to go, but Rob also had a colleague in nearby Brown University that he wanted to visit.A few days later our trio was heading south to Providence in Rob’s Buick.
“You guys don’t know squat about making charms for charm bracelets. Do you really think you can help them?" Rob teased.
“Hey, we’ve got the great Professor Coleman here. She can solve any problem! — Seriously, we’ve discuss this before, most manufacturing processes are similar. I won’t be surprised if we can help them a lot,” Pete answered.
They stayed in a hotel near the Galahad facility the night before the audit. They arrived at the facilitythe next morning and met withthe site superintendent, Don Smithson. After exchanging pleasantries, Patty and Rob toured the manufacturing, inventory storage, shipping, and administrative areas. By then it was lunchtime. Pete had stayed behind to watch the manufacturing line and collect productivity data. During a late lunch, they requested some additional production and cost data from Smithson. They then requested that Smithson give them two hours to develop a summary of their findings.
After preforming all of the necessary calculations, Patty and her team prepared a Powerpoint presentation. Smithson had gathered a few of the process engineers and the manager of production Ervin “Bud” Clark. Clark was an intimidating man with sharp features and, it appeared, a quick temper.
Patty started the meeting by reviewing the strengths of the operation. The facility was so clean it could only be described as spotless. The production workers appeared to have very good attitudes and the quality of the resulting charms they produced was excellent. Bud Clark beamed as Patty was sharing this information. Then she reviewed the “Opportunities for Improvement” (OFI’s).
‘The greatest OFI is the line uptime. From the data you gave us, and from what we gathered today, we calculated that your uptime is 30%,” Patty began.
At this, Clark turned red in the face and demanded,” What do you mean by uptime Dr. Coleman?”
“Simply the amount of time the line is running during an 8-hour shift,” Patty responded.
Clark was now shaking with fury, “This is the greatest insult I have ever experienced, my lines are running almost 100% of the time. Smithson, let’s kick these Ivy Tower intellects out of here, they’re wasting our time!” he grumbled.
Smithson calmed Clark down and then said to Patty, “Thirty percent seems very low, how did you calculate it?” he asked.
“We did it two ways. Rob and I took the production metrics you gave us and calculated uptime, Pete also monitored the line and took readings, both methods yielded about 30%,” Patty responded.
At this Bud Clark exploded, "My lines run nearly 100% of the time.I can’t be convinced otherwise,” he fumed.
“Dr. Coleman, can you share some of the details relating to how you calculated 30%?” Smithson asked reasonably.
“Of course. Pete monitored the lines from the start of the shift through lunch. The time was from 8AM to 1PM.” Patty stated.
“Well, it shows right off the bat that you don’t know our schedule,” Clark fumed, “lunch is over at 12:30.” He was so riled that his face was red and he was shaking.
“That’s true Patty” said, “I’ll let Pete explain.”
“Technically the lunch period starts at 12 noon, but the workers shut their machines down at 11:48AM today. The lunch period is supposed to end at 12:30PM, but the workers did not get back to their stations until almost 12:45PM. It then took them until 12:55PM to get the machines running. So the 30 minute lunch period was actually 1 hour and 5 minutes,” Pete explained.
“Boy, what an eye opener,” Smithson said.
Bud Clark seemed numb, but then he chimed in, “There’s no way that extra lunch time gives us only 30% uptime,” he snarled.
“True,” said Pete, “but the15 minute break at 10:00AM was really 35 minutes.”
Now Smithson was getting agitated at Clark.
“Bud, what is going on?” Smithson said.
Patty felt it was time to interject some calming comments.
“To be honest, this type of situation is what we see in most audits,” Patty said sympathetically.
“Let’s let Pete finish,” Clark said glumly.
“Works starts at 8AM, but the team really didn’t begin making parts until almost 8:30AM,” Pete went on. In addition, set-ups for new jobs are performed on most machines two to four times per day. In theory they take 15 minutes, in practice more like 45 minutes,” Pete went on.
“So with all of this downtime our uptime is only about 30%?” Smithson groaned.
“Yes,” Pete responded.
Patty then showed how the production data for the last 3 months support the 30% uptime number.
“The good news is that if you can increase productivity byonly 10%, your profits will more than double,” Patty added cheerfully.
“I find that hard to believe,” Clark said with an agitated voice and a red face.
“Me too”, said Smithson, “ if I increase productivity by 10%, I only have 10% more parts to sell, so profits will go up only 10%.”
“That would be true if you had no fixed costs, your fixed costs are high. Every additional part you sell brings in more revenue, but costs less to make because your fixed cost per part is lower,” Patty explained.
“I developed an equation the shows this,” she went on.

“In this equation nimproved is the number of charms produced in a day after process improvement – let's say that is 10% more than the current amount. We'll usenoldas the current amount per day. Pu is the price you sell the charm for and Cu is the material cost. CostFixed represent the fixed costs,” she explained.
“I plotted a graph of profit versus productivity increase from the cost and production metrics you gave us. Note that current profits are at about $160K/yr. With just a 10% increase in productivity the profits go to about $360K/yr,” Patty continued.
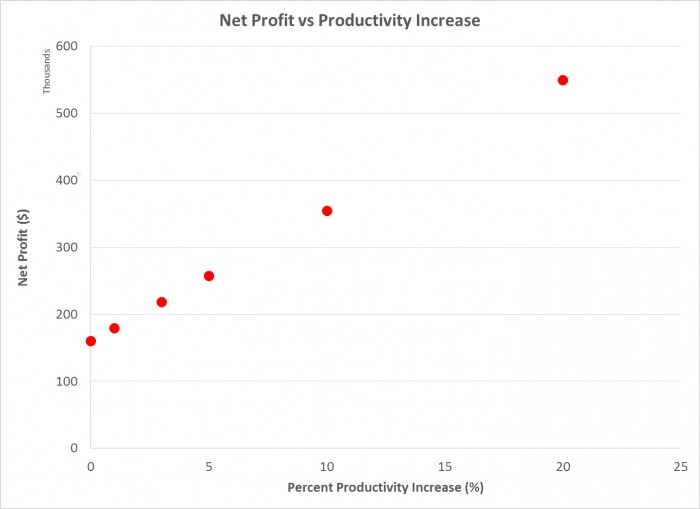
Figure. Patty's Graph of ProfitIncrease vs Productivity Increase.
Both Smithson and Clark sat in their chairs dumbfounded. “If we can’t improve productivity by 10% we should be fired,” Clark humbly replied.
Discussion then ensued on how to improve productivity, much of it focused on how to minimize or eliminate turning the machines off. Both Smithson and Clark became energized by this discussion and also expressed their gratitude to Patty, Rob, and Pete.
“Did you notice anything else beyond production that could help us reduce costs?” Smithson asked.
“You could save quite a bit by better inventory control,” Rob responded.
“I’m off the hook on this one Smithson,” Clark teased.
“I own inventory control," Smithson agreed, "what did you find?”
“Well you have way more inventory than you need. We especially noted a block of silver as big as a microwave oven in your store room. We calculated its value at about $500K. I asked some people who have been with the company for over 15 years and they say it was there when they started,” Rob explained.
“The block is so big and heavy, we could never figure out how to work with it so we just put off dealing with it. Weeks became months and months stretched into years,” Smithson sadly replied.
“In addition, the shipping department, although neat, had multiple shipping cartons of the same box size that were partially used. People also commented that they sometimes had to hunt for items for production or shipping,” Rob went on.
Smithson sat in his chair looking glum.
“Dell estimated that the cost of one week’s inventory is about 1% of the value of the inventory, you have about 30 weeks of inventory. We estimate that your inventory carrying charges are greater than your profits,” Rob explained.
“I always wanted to assure we never ran out of material,” Smithson added a bit defensively.
“A worthy goal, but you can almost certainly accomplish that with 5, or at most 10 weeks of inventory,” Rob replied.
The group then began discussing to how to reduce inventory and outlined a plan. Our trio agreed to comeback in six weeks and access progress in both productivity and inventory control.
On the car ride back to Ivy University, Rob sensed that Patty and Pete were a little pensive.
“Hey you two, what’s up?” Rob asked.
“It seems like Déjà Vu all over again,” Pete chuckled.
Patty agreed, “The first productivity problem the Professor helped us with at ACME was so similar to this it's so surprising.”
“That was the first of our many adventures together with the Professor, too many years ago now,” Pete added.
Patty agreed and Rob noted a little catch in her voice……
Cheers,
Dr. Ron


