Leute,
Es ist schon viel zu lange her, lasst uns einen Blick auf Patty und die Jungs werfen.....

Es war 5:30 Uhr morgens und Pattys Wecker klingelte. Sie war heute ungewöhnlich müde, weil sie gestern Abend eine Elternbeiratssitzung hatte. Sie hatte sich viel mehr für die Schule interessiert, auf die ihre Zwillingssöhne gingen, als sie erfuhr, dass die Schule keine Schreibschrift mehr lehrte. Für diesen Kampf war sie zu spät dran, aber sie hatte gehört, dass die Schule keine lange Division mehr unterrichten würde. Eine andere Mutter hatte ihr gesagt, dass die lange Division zu schwer sei und man sie mit einem Taschenrechner lösen könne. Als Patty dies hörte, war sie "völlig aus dem Häuschen". Glücklicherweise wurde Patty und den anderen Eltern bei der Elternbeiratssitzung versichert, dass die lange Division weiterhin unterrichtet wird.
Pattys Söhne lernten jedoch die Schreibschrift, da sowohl ihre Mutter als auch die Mutter ihres Mannes die Jungen beim Babysitten unterrichteten - und einmal pro Woche lasen die Jungen einen der über 100 Briefe vor, die ihr Urgroßvater während des Zweiten Weltkriegs an ihre Urgroßmutter schrieb. Natürlich alle in Schreibschrift geschrieben!
Nach ihrem morgendlichen Jogging und Workout war Patty um 7:30 Uhr in ihrem Büro an der Ivy U. Sie schaltete ihren Laptop ein und sah eine E-Mail von Mike Madigan, dem Geschäftsführer ihres ehemaligen Arbeitgebers. Sie lautete:
Lieber Professor Coleman,
Einer meiner Golfkameraden besitzt ein kleines Schmuckunternehmen, Galahad Jewelry in Providence, RI. Eine der Abteilungen des Unternehmens stellt Silberanhänger für Bettelarmbänder her. Diesem Bereich geht es finanziell nicht gut. Nach einem Gespräch mit ihm stellte ich fest, dass die Produktivität niedrig ist, die Bestände außer Kontrolle geraten sind und die Prozesse nicht schlank sind.
Könnten Sie seine Fabrik besuchen und ein Audit durchführen? Vielleicht kann Pete Sie begleiten - achten Sie nur darauf, dass er sich benimmt.
Die Notiz endete mit Kontaktinformationen für das Unternehmen.
Nicht nur Pete war bereit mitzufahren, sondern auch Rob hatte einen Kollegen an der nahe gelegenen Brown University, den er besuchen wollte. Einige Tage später machte sich unser Trio in Robs Buick auf den Weg nach Providence.
"Ihr habt keine Ahnung von der Herstellung von Anhängern für Armbänder. Meint ihr wirklich, ihr könnt ihnen helfen?" stichelte Rob.
"Hey, wir haben die großartige Professorin Coleman hier. Sie kann jedes Problem lösen! - Im Ernst, wir haben das schon mal besprochen, die meisten Herstellungsprozesse sind ähnlich. Es würde mich nicht wundern, wenn wir ihnen sehr helfen können", antwortete Pete.
In der Nacht vor der Prüfung übernachteten sie in einem Hotel in der Nähe der Galahad-Anlage. Am nächsten Morgen trafen sie in der Anlage ein und trafen sich mit Don Smithson, dem Leiter der Anlage. Nach dem Austausch von Höflichkeiten besichtigten Patty und Rob die Produktions-, Lager-, Versand- und Verwaltungsbereiche. Inzwischen war es Mittagszeit. Pete war zurückgeblieben, um die Fertigungsstraße zu beobachten und Produktivitätsdaten zu sammeln. Während des späten Mittagessens forderten sie von Smithson zusätzliche Produktions- und Kostendaten an. Anschließend baten sie Smithson um zwei Stunden Zeit, um eine Zusammenfassung ihrer Ergebnisse zu erstellen.
Nachdem sie alle erforderlichen Berechnungen durchgeführt hatten, bereiteten Patty und ihr Team eine Powerpoint-Präsentation vor. Smithson hatte einige der Verfahrensingenieure und den Produktionsleiter Ervin "Bud" Clark versammelt. Clark war ein einschüchternder Mann mit scharfen Gesichtszügen und, wie es schien, einem schnellen Temperament.
Patty begann die Sitzung mit einem Überblick über die Stärken des Betriebs. Die Anlage war so sauber, dass man sie nur als makellos bezeichnen konnte. Die Produktionsmitarbeiter schienen eine sehr gute Einstellung zu haben, und die Qualität der von ihnen hergestellten Anhänger war ausgezeichnet. Bud Clark strahlte, als Patty diese Informationen weitergab. Dann ging sie auf die "Verbesserungsmöglichkeiten" (OFI) ein.
Der größte OFI ist die Betriebszeit der Leitung. Aus den Daten, die Sie uns gegeben haben, und aus dem, was wir heute gesammelt haben, haben wir errechnet, dass Ihre Betriebszeit 30 % beträgt", begann Patty.
Daraufhin wurde Clark rot im Gesicht und fragte: "Was meinen Sie mit Betriebszeit, Dr. Coleman?"
"Einfach die Zeit, in der das Band während einer 8-Stunden-Schicht läuft", antwortete Patty.
Clark zitterte nun vor Wut: "Das ist die größte Beleidigung, die ich je erlebt habe, meine Leitungen laufen fast 100% der Zeit. Smithson, lassen Sie uns diese Efeuturm-Intellektuellen rausschmeißen, sie verschwenden unsere Zeit", brummte er.
Smithson beruhigte Clark und sagte dann zu Patty: "Dreißig Prozent erscheinen mir sehr niedrig, wie haben Sie das berechnet?", fragte er.
"Wir haben es auf zwei Arten gemacht. Rob und ich haben die Produktionskennzahlen, die Sie uns gegeben haben, genommen und die Betriebszeit berechnet, und Pete hat die Linie überwacht und Messwerte genommen, beide Methoden ergaben etwa 30 %", antwortete Patty.
Daraufhin explodierte Bud Clark: "Meine Leitungen laufen fast immer zu 100 %, ich lasse mich nicht vom Gegenteil überzeugen", wetterte er.
"Dr. Coleman, können Sie uns einige Details darüber mitteilen, wie Sie die 30 % berechnet haben?" fragte Smithson vernünftig.
"Natürlich. Pete überwachte die Linien vom Beginn der Schicht bis zum Mittagessen. Die Zeit war von 8 Uhr morgens bis 13 Uhr nachmittags." erklärte Patty.
"Da sieht man gleich, dass du unseren Zeitplan nicht kennst", schimpfte Clark, "das Mittagessen ist um 12:30 Uhr vorbei." Er war so wütend, dass sein Gesicht rot war und er zitterte.
"Das stimmt", sagte Patty, "ich werde es Pete erklären lassen."
"Eigentlich beginnt die Mittagspause um 12 Uhr, aber die Arbeiter haben ihre Maschinen heute um 11:48 Uhr abgeschaltet. Die Mittagspause sollte eigentlich um 12:30 Uhr enden, aber die Arbeiter kamen erst gegen 12:45 Uhr an ihre Arbeitsplätze zurück. Sie brauchten dann bis 12:55 Uhr, um die Maschinen wieder in Gang zu bringen. Die 30 Minuten Mittagspause waren also in Wirklichkeit 1 Stunde und 5 Minuten", erklärte Pete.
"Junge, was für ein Augenöffner", sagte Smithson.
Bud Clark schien wie betäubt, doch dann meldete er sich zu Wort: "Es kann nicht sein, dass wir durch die zusätzliche Mittagspause nur 30 % Betriebszeit haben", knurrte er.
"Stimmt", sagte Pete, "aber die 15 Minuten Pause um 10:00 Uhr waren in Wirklichkeit 35 Minuten."
Jetzt regte sich Smithson über Clark auf.
"Bud, was ist hier los?" sagte Smithson.
Patty war der Meinung, dass es an der Zeit war, einige beruhigende Bemerkungen zu machen.
"Um ehrlich zu sein, diese Art von Situation erleben wir bei den meisten Prüfungen", sagte Patty mitfühlend.
"Lassen wir Pete ausreden", sagte Clark mürrisch.
"Die Arbeit beginnt um 8 Uhr morgens, aber das Team hat wirklich erst gegen 8:30 Uhr mit der Herstellung von Teilen begonnen", so Pete weiter. Außerdem werden die meisten Maschinen zwei- bis viermal am Tag für neue Aufträge gerüstet. In der Theorie dauert das 15 Minuten, in der Praxis eher 45 Minuten", so Pete weiter.
"Bei all diesen Ausfällen beträgt unsere Betriebszeit also nur etwa 30 %?" Smithson stöhnte.
"Ja", antwortete Pete.
Patty zeigte dann, wie die Produktionsdaten der letzten drei Monate die Zahl von 30 % Betriebszeit stützen.
"Die gute Nachricht ist, dass sich Ihr Gewinn mehr als verdoppelt, wenn Sie die Produktivität nur um 10 % steigern können", fügte Patty fröhlich hinzu.
"Das kann ich kaum glauben", sagte Clark mit aufgeregter Stimme und rotem Gesicht.
"Ich auch", sagte Smithson, "wenn ich die Produktivität um 10 % erhöhe, habe ich nur 10 % mehr Teile zu verkaufen, also wird der Gewinn nur um 10 % steigen."
"Das wäre der Fall, wenn Sie keine Fixkosten hätten, aber Ihre Fixkosten sind hoch. Jedes zusätzliche Teil, das Sie verkaufen, bringt mehr Einnahmen, kostet aber weniger in der Herstellung, weil die Fixkosten pro Teil niedriger sind", erklärt Patty.
"Ich habe eine Gleichung entwickelt, die dies zeigt", fuhr sie fort.

"In dieser Gleichung ist nverbessert die Anzahl der Charms, die an einem Tag nach der Prozessverbesserung produziert werden - sagen wir, das sind 10 % mehr als die derzeitige Menge. Wir verwendennoldalsdie aktuelle Menge pro Tag.Pu ist der Preis, zu dem Sie den Anhänger verkaufen, undCu sind die Materialkosten. CostFixed steht für die Fixkosten", erklärt sie.
"Ich habe anhand der von Ihnen angegebenen Kosten- und Produktionskennzahlen ein Diagramm des Gewinns gegenüber der Produktivitätssteigerung erstellt. Beachten Sie, dass die derzeitigen Gewinne bei etwa 160.000 $/Jahr liegen. Mit einer Produktivitätssteigerung von nur 10 % steigen die Gewinne auf etwa 360.000 $/Jahr", fuhr Patty fort.
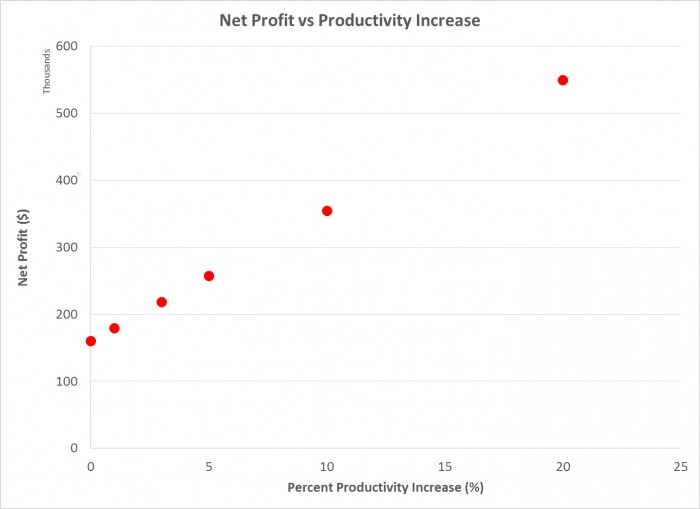
Abbildung. Pattys Diagramm der Gewinnsteigerung im Vergleich zur Produktivitätssteigerung.
Sowohl Smithson als auch Clark saßen fassungslos auf ihren Stühlen. "Wenn wir die Produktivität nicht um 10 % steigern können, sollten wir gefeuert werden", antwortete Clark bescheiden.
Anschließend wurde darüber diskutiert, wie die Produktivität verbessert werden kann, wobei es vor allem darum ging, das Abschalten der Maschinen zu minimieren oder ganz zu vermeiden. Sowohl Smithson als auch Clark wurden durch diese Diskussion angeregt und bedankten sich auch bei Patty, Rob und Pete.
"Haben Sie außer der Produktion noch etwas bemerkt, das uns helfen könnte, die Kosten zu senken? fragte Smithson.
"Durch eine bessere Bestandskontrolle könnte man eine ganze Menge einsparen", antwortete Rob.
"Diesmal bin ich aus dem Schneider, Smithson", stichelte Clark.
"Mir gehört die Inventarisierung", stimmte Smithson zu, "was haben Sie gefunden?"
"Nun, Sie haben viel mehr Inventar, als Sie brauchen. Wir haben in Ihrem Lagerraum einen Silberblock entdeckt, der so groß ist wie ein Mikrowellenherd. Wir haben seinen Wert auf etwa 500.000 Dollar geschätzt. Ich habe einige Leute gefragt, die seit über 15 Jahren in der Firma sind, und sie sagen, dass er schon da war, als sie angefangen haben", erklärte Rob.
"Der Block ist so groß und schwer, dass wir nie herausfinden konnten, wie wir ihn bearbeiten sollten, also haben wir es einfach aufgeschoben. Aus Wochen wurden Monate und aus Monaten wurden Jahre", antwortete Smithson traurig.
"Außerdem hatte die Versandabteilung, obwohl sie ordentlich war, mehrere Versandkartons der gleichen Größe, die teilweise benutzt wurden. Die Leute sagten auch, dass sie manchmal nach Artikeln für die Produktion oder den Versand suchen mussten", fuhr Rob fort.
Smithson saß in seinem Stuhl und sah mürrisch aus.
"Dell schätzt, dass die Kosten für eine Woche Lagerbestand etwa 1 % des Wertes des Lagerbestands betragen, Sie haben etwa 30 Wochen Lagerbestand. Wir schätzen, dass Ihre Lagerhaltungskosten höher sind als Ihre Gewinne", erklärte Rob.
"Ich wollte immer sicherstellen, dass uns das Material nie ausgeht", fügte Smithson etwas defensiv hinzu.
"Ein lohnendes Ziel, aber das können Sie mit Sicherheit mit 5 oder höchstens 10 Wochen Inventur erreichen", antwortete Rob.
Die Gruppe begann dann zu diskutieren, wie die Bestände reduziert werden könnten, und entwarf einen Plan. Unser Trio vereinbarte, in sechs Wochen wiederzukommen und die Fortschritte bei der Produktivität und der Bestandskontrolle zu überprüfen.
Auf der Autofahrt zurück zur Ivy University spürte Rob, dass Patty und Pete ein wenig nachdenklich waren.
"Hey ihr zwei, was gibt's?" fragte Rob.
"Es kommt mir vor wie ein Déjà Vu", gluckste Pete.
Patty stimmte zu: "Das erste Produktivitätsproblem, bei dem uns der Professor bei ACME geholfen hat, war dem hier so ähnlich, dass es sehr überraschend ist."
"Das war das erste unserer vielen gemeinsamen Abenteuer mit dem Professor, das nun schon zu viele Jahre zurückliegt", fügte Pete hinzu.
Patty stimmte zu und Rob bemerkte einen kleinen Ton in ihrer Stimme......
Zum Wohl,
Dr. Ron


