Esta es la cuarta de una serie de entradas de blog que hablan sobre las Preformas de Soldadura reforzadas para alta fiabilidad y bajo voiding. Esta entrada se centrará en la experimentación del vaciado y en cómo evitar The Void™.
Los trabajos realizados anteriormente demuestran que el refuerzo de la preforma de soldadura dará como resultado uniones soldadas con una línea de unión más consistente y fiable. Sin embargo, el vaciado es otro factor importante que hay que tener en cuenta a la hora de soldar. Con tantos materiales y variables de proceso posibles, al principio no estaba claro cómo afectarían estas variables al vaciado. Por lo tanto, se desarrollaron un cupón de prueba y un DOE para evaluar estas variables. A continuación se muestra el dispositivo diseñado para sujetar las piezas durante el proceso de reflujo.
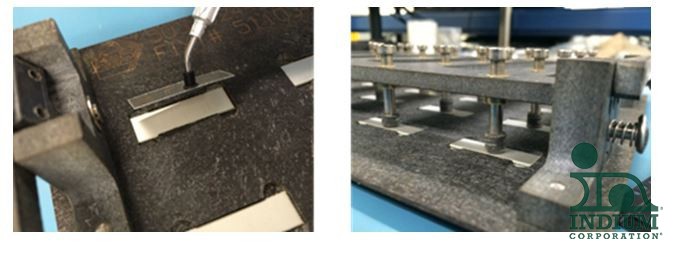
Los sustratos son de 0,354 x 1,26 pulgadas y están chapados con estaño por inmersión. Entre estos sustratos hay una preforma de soldadura reforzada con SAC305. Se aplicaron cinco gramos de presión a los cupones para forzar el colapso de la soldadura durante el reflujo. El perfil de reflujo al aire fue lineal a aproximadamente 1°C/segundo con una temperatura máxima de unos 245°C.
Al desarrollar el DOE, se eligieron varias variables de fabricación de preformas reforzadas para evaluar el impacto en el vaciado de las juntas de soldadura:
- La primera variable fue la cantidad de cobertura de separación. Se refiere a la cantidad de metal de separación que se incrusta en la preforma. En este experimento se utilizaron dos versiones, denominadas LM y SM. La LM tiene menos densidad de metal aislado. La SM tiene aproximadamente el triple de densidad de empaquetado, lo que significa que en una preforma de igual tamaño se incrustó más metal aislado.
- La segunda variable fue el grosor del separador. En este experimento se estudiaron espesores de 0,004 y 0,008 pulgadas.
- La tercera variable era el grosor total de la soldadura. Como se ha mencionado anteriormente, la soldadura debe ser más gruesa que el metal de separación. En este experimento se analizaron grosores de preforma de 0,010, 0,012 y 0,016 pulgadas.
- La última variable fue el porcentaje de flujo. Se examinaron dos porcentajes de fundente: 1% y 2%. Para cada tramo, se sometieron a reflujo 25 cupones.
En mi próxima entrada del blog hablaré de los resultados de estas pruebas y de si fuimos capaces de Evitar el Vacío.
Hasta la próxima,
Adam


