La pâte à braser est conçue pour être refondue dans le processus SMT. La manière exacte dont cela est fait est essentielle à votre succès.
La fiche technique du produit comprend, entre autres, des paramètres qui guident le client dans la conception d'un profil de refusion SMT. La fiche technique donne des recommandations générales pour le temps au-dessus du liquidus, la température de pointe et le taux de rampe.
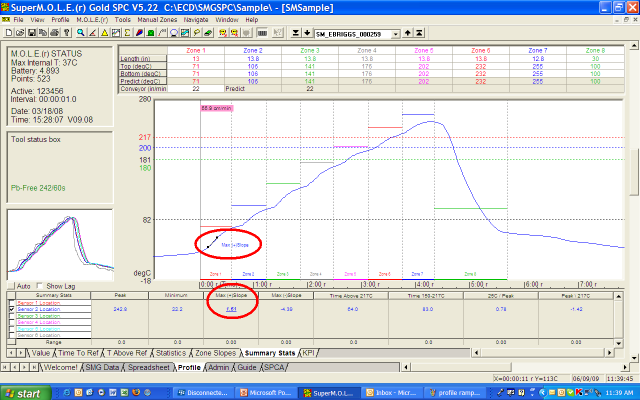
La raison pour laquelle nous abordons ce sujet est qu'il y a souvent eu une certaine confusion quant à la différence entre la pente maximale (une catégorie indiquée dans la plupart des logiciels de profilage) et le taux de rampe indiqué sur une fiche technique.
La pente maximale est très souvent atteinte dans la première zone lorsque le circuit imprimé passe de la température ambiante au four. Dans la plupart des cas, le réglage de la zone du four pour la première zone est de 100°C ou mieux. Le changement de température entre la température ambiante et la première zone est alors d'au moins 75°C (en supposant que la température ambiante est de 25°C) et il est donc facile de voir que le plus grand changement de température (pente maximale) dans la plupart des cas se trouve typiquement dans la première zone.
L'objectif de la pente maximale est plus du point de vue des composants, pour éviter les chocs thermiques, 3°C/s sont généralement recommandés comme limite supérieure.
Le taux de rampe peut être mieux décrit comme le taux (changement de température dans le temps) entre la température ambiante et le pic. Il est plus pratique de l'utiliser dans un profil de type "rampe à pic".
Du point de vue de la pâte à braser, une faible vitesse de rampe est souhaitable, généralement de 1 à 2 °C/s. Cela permet d'évaporer en douceur les substances volatiles et de minimiser les défauts de la soudure tels que les billes de soudure, les bourrelets de soudure et le "tombstoning". Cette vitesse est d'autant plus importante que le dépôt de pâte à braser diminue continuellement en taille - nous passons aux 0201 et plus petits et aux BGA à pas de 0,5 mm. En raison de cette miniaturisation, l'émergence d'un défaut connu sous le nom de "graping" est également devenue assez bien connue. La fenêtre du processus de refusion devient très étroite et cet attribut (vitesse de rampe) est devenu aussi important que le temps au-dessus du liquidus et la température maximale.
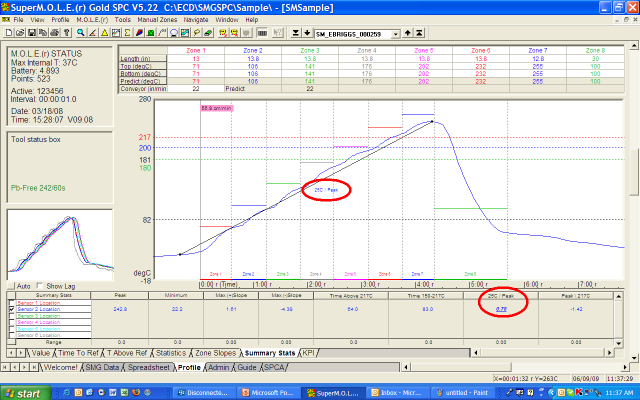
Notez que dans le graphique ci-dessus, la "vitesse de rampe" est en fait mesurée à 0,75°C/s et va de la température ambiante à la température maximale (et non pas à 1,61°C/s qui est noté comme la "pente maximale").


