ソルダーペーストはSMT工程でリフローされるように作られています。それをどのように行うかが、成功の鍵を握ります。
製品データシートには、SMTリフロープロファイル設計の指針となるパラメータが記載されています。データシートには、液相線上時間、ピーク温度、ランプ速度に関する一般的な推奨事項が記載されています。
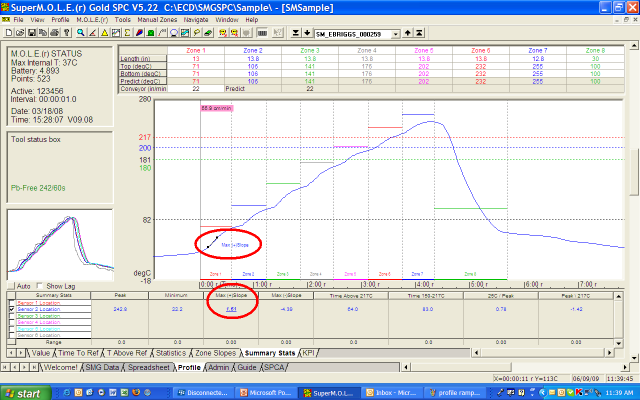
このテーマを取り上げた理由は、最大スロープ(ほとんどのプロファイリングソフトウェアで報告されているカテゴリー)とデータシートに記載されているランプレートの違いに関して、しばしば混乱が見られるからである。
最大傾斜は、PCBが周囲温度からオーブン内に移動する最初のゾーンで達成されることが非常に多い。ほとんどの場合、最初のゾーンのオーブンゾーン設定は100℃以上です。この場合、周囲温度と最初のゾーン間の温度変化は最低75℃(周囲温度を25℃と仮定)であるため、ほとんどの場合、最大の温度変化(最大勾配)は最初のゾーンにあることがわかります。
最大勾配の焦点は、熱衝撃を避けるため、コンポーネントの観点から、通常3℃/秒が上限として推奨される。
ランプ・レートは、周囲温度(室温)からピークまでの速度(時間の経過に伴う温度変化)と表現した方がいいかもしれない。そして、より実際的には、ランプ・ツー・スパイク・タイプのプロファイルで使用される。
ソルダーペーストの観点からは、通常1~2℃/秒という低いランプレートが望まれます。これにより揮発性物質を穏やかに蒸発させ、はんだボール、はんだビーディング、トンブストーニングなどのはんだ欠陥を最小限に抑えることができます。この速度は、はんだペーストの堆積サイズが0201やそれ以下、0.5mmピッチのBGAに移行するにつれて小さくなるにつれて、さらに重要になります。この微細化により、「グレーピング」と呼ばれる欠陥の出現もかなり知られるようになりました。リフロー・プロセスのウィンドウは非常に狭くなっており、この特性(ランプ・レート)は液相線上時間やピーク温度と同様に重要となっている。
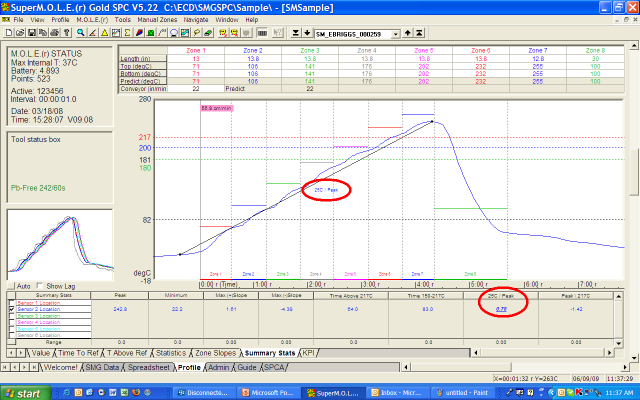
上のグラフでは、「ランプ・レート」は実際には0.75℃/秒と測定され、周囲温度からピーク温度までであることに注意(「最大スロープ」として記されている1.61℃/秒ではない)。


