Solder paste is made to be reflowed in the SMT process. Exactly HOW that is done is critical to your success.
Included in the Product Data Sheet, among other things, are parameters which guide the customer in designing an SMT reflow profile. The data sheet gives general recommendations, for time above liquidus, peak temperature, and ramp rate.
讨论这个问题的原因是,最大斜率(大多数轮廓分析软件报告的类别)和数据表上列出的斜率之间经常存在一些混淆。
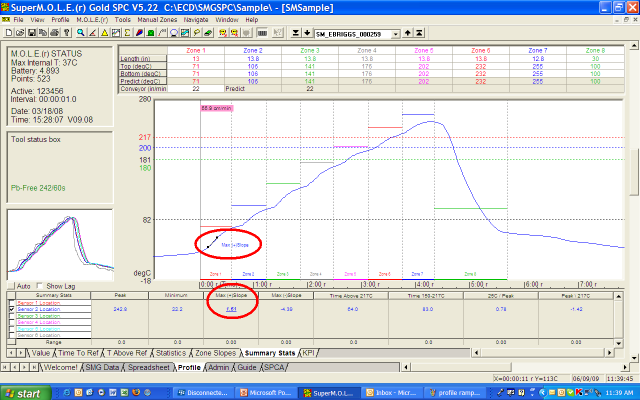
The max slope is very often attained in the first zone as the PCB moves from ambient temperature into the oven. In most cases the oven zone setting for the first zone is 100°C or better. The change in temperature between ambient and the first zone then is a minimum of 75°C (assuming 25°C as ambient) and so it’s easy to see that the greatest change in temperature (max slope) in most cases is typically found in the first zone
最大斜率的重点更多地从组件角度考虑,以避免热冲击,通常建议将 3°C/s 作为上限
斜率可以更好地描述为从环境温度(室温)到峰值的速率(温度随时间的变化)。在斜坡到峰值类型的曲线中使用更为实际
From the view point of the solder paste, a low ramp rate is desired, usually 1-2°C/s. This gently evaporates volatiles and helps minimize solder defects such as solder balling, solder beading, and tombstoning. This rate becomes even more important as the solder paste deposit continually decreases in size – as we move to 0201’s and smaller and from 0.5mm pitch BGA’s. Due to this miniaturization, the emergence of a defect known as “graping” has also become fairly well known. The reflow process window is becoming very narrow and this attribute (ramp rate) has become as important as time above liquidus and peak temperature.
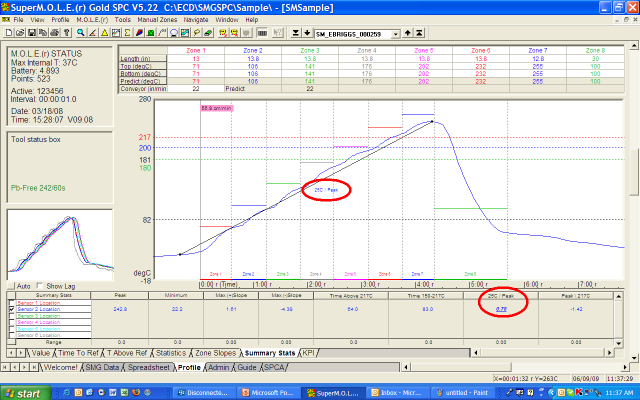
Note that in the graph above the “ramp rate” is actually measured as 0.75°C/s and is from ambient to peak temperature (not 1.61°C/s which is noted as the “max slope”)


