Amigos,
The pin-in-paste (PIP) process is often the best choice when the PCBA is a mixed SMT and through-hole board with a small number of through-hole components. However, assuring that the correct volume of solder paste is printed to ensure an adequate amount of solder for a reliable thorough-hole solder joint can be a challenge. One tool to help in this regard, is the Pin-in-Paste Aperture Calculator. The solder volume equations were developed by Indium Corporation’s good friend Jim McLenaghan of Creyr Innovation.
Para calcular la cantidad correcta de pasta de soldadura, debemos calcular el volumen del orificio de paso, restar el volumen de la patilla del componente y añadir el volumen del cordón de soldadura. Véase la figura 1.
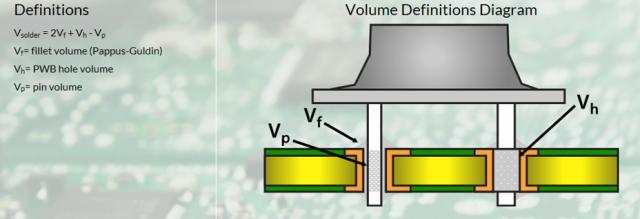
Figura 1. Volúmenes de soldadura en el proceso Pin-in-Paste Volúmenes de soldadura en el proceso Pin-in-Paste.
Supongamos que tenemos las métricas de los pines de la PCB y de los componentes, como se ve en la columna izquierda de la Figura 2, bajo el encabezado "Entrada". Las celdas azules son entradas, las verdes son cálculos de StencilCoachTM. Observe que, si tiene un pin rectangular, StencilCoachTM calculará el diámetro equivalente del pin para introducirlo en las celdas "Input". El "factor de reducción de pasta" es la fracción del volumen de pasta que es soldadura. La mayoría de las pastas tienen alrededor de un 50% de volumen de fundente, por lo que, normalmente, esta métrica sería de alrededor del 50% o 0,50.
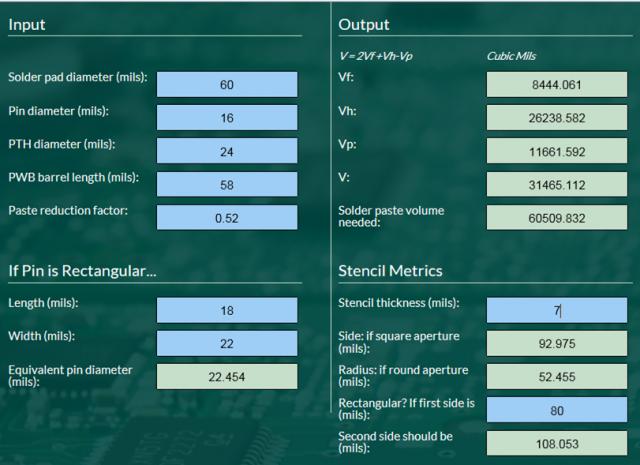
Figura 2. Métricas PIP.
Los cálculos de "Salida" no son realmente necesarios para la tarea que nos ocupa, que es determinar las dimensiones de apertura del esténcil, pero pueden ser de interés. Las dimensiones importantes del esténcil se muestran en la sección "Métricas del esténcil". Observe que en nuestro ejemplo, aunque tengamos un esténcil de 7 milímetros de grosor, necesitaríamos una apertura cuadrada con una dimensión lateral de 93 milímetros para obtener suficiente pasta de soldadura. Con una apertura circular el radio debe ser >50-mils, si las separaciones de los pines fueran de 100-mils, no habría suficiente espacio entre los depósitos impresos, se solaparían. Así que debemos utilizar aperturas cuadradas.
Como en este caso, es un problema común del proceso PIP suministrar un volumen de soldadura adecuado. Si la placa de circuito impreso y la métrica de los componentes son tales que la obtención de suficiente pasta de soldadura es un problema, puede ser útil utilizar preformas de soldadura para aumentar el volumen de soldadura. En la próxima entrada trataremos este tema.
Salud,
Dr. Ron


