Leute,
Cp und Cpk gehen von symmetrischen Spezifikationsgrenzen in Bezug auf das Ziel aus. Manchmal sind die Spezifikationsgrenzen jedoch nicht symmetrisch. Die IPC 610 schlägt beispielsweise vor, dass die obere Spezifikationsgrenze (USL) für die Übertragungseffizienz (TE) beim Schablonendruck 180 % und die untere Spezifikationsgrenze (LSL) 60 % mit einem Zielwert von 100 % betragen sollte. Diese Angaben unterscheiden sich ein wenig von der USL von 150 % und der LSL von 50 %, die in der Vergangenheit verwendet wurden. Mein guter Freund Daryl Santos erörterte dieses Thema auf der jüngsten SMTA PanPac 2024 in seinem Vortrag An Improved Automated SPI Data Analysis Report Generator for Printed Circuit Board Assembly.
Nehmen wir zum Beispiel an, wir hätten die in Abbildung 1 dargestellten TE-Daten.
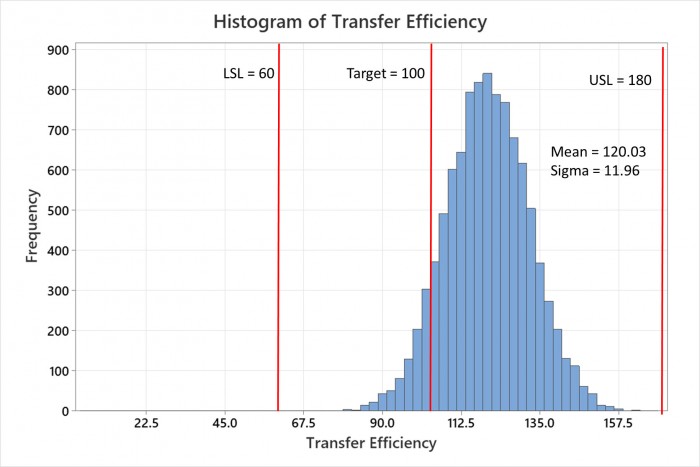
Abbildung 1. Schablonendruck - Daten zur Übertragungseffizienz
Es ist klar, dass die Spezifikationen nicht auf das Ziel von 100 % ausgerichtet sind. Daryl wies darauf hin, dass wir in solchen Fällen nicht Cp und Cpk, sondern Cpm und Cpkm verwenden sollten . Diese Indizes werden oft als "Taguchi-Prozess"-Indizes bezeichnet und sind in Abbildung 2 dargestellt und mit Cp und Cpk verglichen.
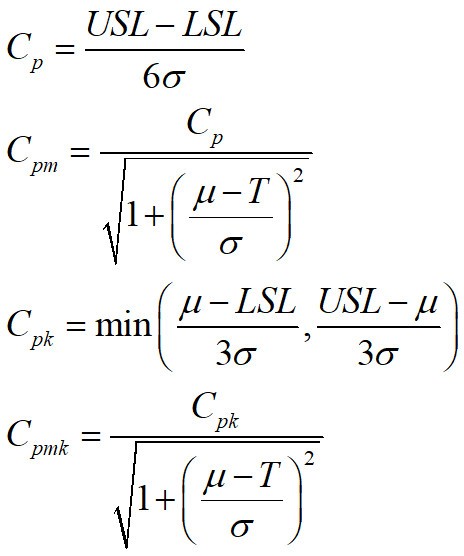
Abbildung 2. Ein Vergleich von Cp, Cpk, Cpm und Cpmk
Analysieren wir die Daten in Abbildung 1 für Cp, Cpk, Cpm und Cpmk. Ich habe mein Excel®-Tool Cp, Cpk verbessert, um diese Metriken zu berechnen.
Die Ergebnisse sind in Abbildung 3 dargestellt. Man beachte, dass Cpk und Cpmk mit 0,8344 und 0,8555 recht nahe beieinander liegen. Die Höhe der Fehler (Messwerte jenseits der Spezifikationsgrenzen) ist jedoch auffallend unterschiedlich. Bei den Cpm-Berechnungen beträgt die Fehlerrate nur 0,5258 dpm (Defekte pro Million), während sie bei den Cp-Berechnungen mit 6151,3 dpm mehr als 10.000 Mal höher ist. Dieser verblüffende Unterschied ist darauf zurückzuführen, dass die USL bei den Cpm-Berechnungen 180 % und bei den Cp-Berechnungen 150 % beträgt.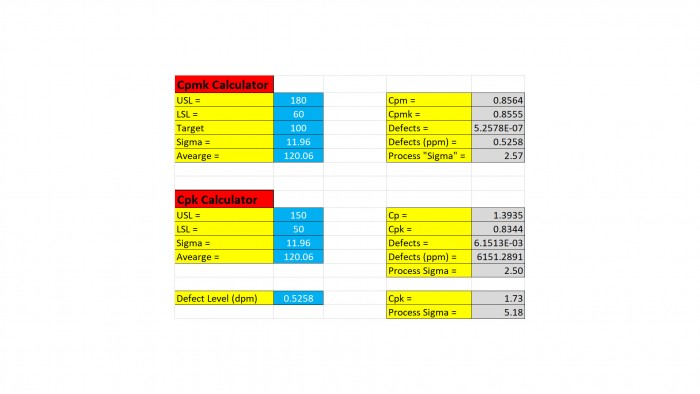
Abbildung 3. Cp, Cpk, Cpm, und Cpkm Berechnungen für die Daten in Abbildung 1.
Bei Cp- und Cpk-Berechnungen ist das Prozess-Sigma das Dreifache von Cpk. Bei Cpm-Berechnungen hat diese Beziehung wenig Bedeutung. In Abbildung 3 erhalten wir einen Schätzwert für ein äquivalentes Prozess-Sigma von 5,18 (siehe unten rechts in Abbildung 3), indem wir die projizierte Fehlerrate verwenden.
Da IPC 610 die USL TE von 180%, LSL von 60% mit einem Ziel von 100% empfiehlt, erwarte ich, dass Cpm und Cpmk zu gängigen Begriffen in der Elektronikmontage werden.
Zum Wohl,
Dr. Ron


