Amigos,
Si lo piensa, para evaluar cualquier proceso lo normal es querer conocer su precisión y exactitud. Fíjese en los jugadores de dardos de la Figura 1. El jugador amarillo tiene una buena precisión, pero no es muy exacto. El jugador verde tiene una precisión tan pobre que es difícil saber si su precisión es buena. El jugador amarillo suele ser más fácil de corregir, ya que sólo tiene que cambiar su punto de puntería.
Figura 1. El jugador amarillo tiene mayor precisión. Sólo tiene que cambiar el punto de mira.
Hace poco me pidieron que evaluara varias pastas de soldadura para determinar cuál imprimía mejor. Utilizamos la eficiencia de transferencia (el volumen del "ladrillo" de pasta de soldadura impreso en el esténcil dividido por el volumen de apertura del esténcil) como métrica de evaluación, expresada en porcentaje. Por tanto, el 100% sería el objetivo. El límite inferior de especificación que elegimos fue del 50% y el superior del 150%.
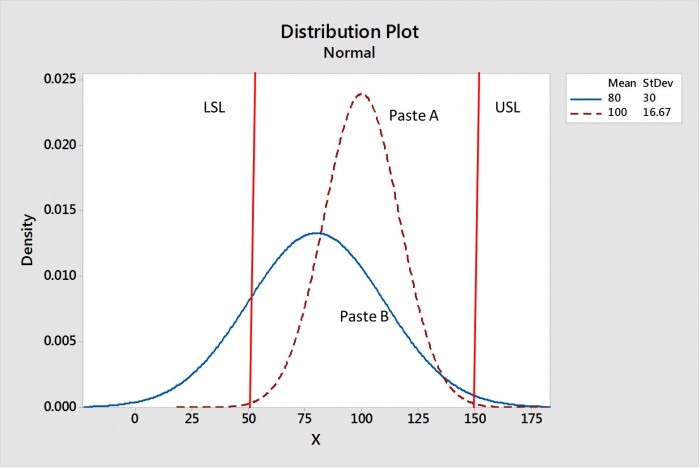
Figura 2. Datos de las pastas A y B.
Un buen resultado sería una media del 100% con una distribución "ajustada". La figura 2 muestra los datos de dos pastas. Obsérvese que la pasta A tiene una media del 100% y una desviación típica del 16,67%, mientras que la pasta B tiene una media del 80% y una desviación típica del 30%. Está claro que la Pasta A es superior a la Pasta B tanto en exactitud como en precisión. Pero, ¿cuál es la mejor manera de expresar esta diferencia? ¿Hay alguna métrica que sirva? Cpk es la respuesta.
Cpk es una métrica sensible tanto a la exactitud como a la precisión. Cpk se define como:

Donde x es la media y S es la desviación típica.
Utilizando estas ecuaciones, vemos que el Cpk de la Pasta A es 1,0, mientras que el Cpk de la Pasta B es 0,333. Nótese que la Pasta B tiene un número significativo de puntos de datos (alrededor del 17%) fuera de los límites de especificación, sin embargo, la Pasta A casi no tiene puntos de datos fuera de especificación.
Por tanto, a la hora de evaluar la mayoría de los procesos, el Cpk lo dice todo.
Salud,
Dr. Ron
