皆さん、
考えてみれば、あらゆるプロセスを評価するためには、その精度と正確さを知りたいと思うのが普通だ。下の図1のダーツプレイヤーを見てほしい。黄色のプレイヤーは精度が高いが、精度が落ちている。緑色のプレーヤーは精度が低く、精度が高いかどうかを判断するのは難しい。黄色のプレイヤーは、照準点を変えるだけなので、一般的に修正しやすいでしょう。
図1.黄色の選手は精度が高い。彼女は照準点を変えるだけでいい。
最近、私はいくつかのソルダーペーストを評価し、どのソルダーペーストがよりうまく印刷できるかを判断するよう依頼された。私たちは、転写効率(ステンシルで印刷されたソルダーペースト「ブリック」の体積をステンシル開口部の体積で割ったもの)を評価指標とし、パーセントで表しました。つまり、100%が目標となる。仕様の下限は50%、上限は150%とした。
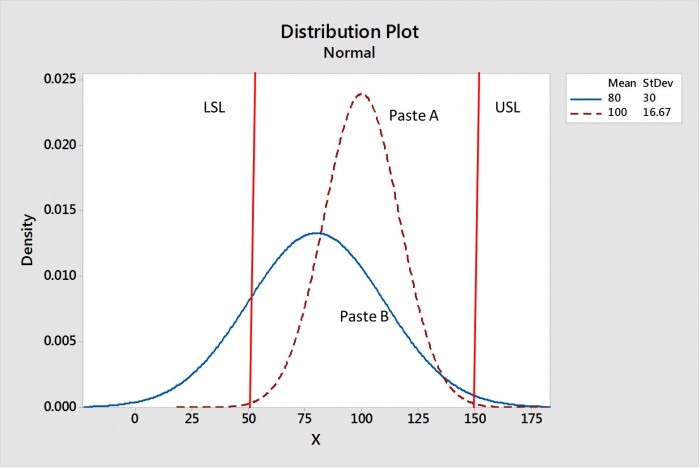
図2.ペーストAとBのデータ。
良い結果は、平均が100%で、分布が "タイト "であることである。図2は、2つのペーストのデータを示している。図2は、2つのペーストのデータを示している。ペーストAの平均は100%で、標準偏差は16.67%であるのに対し、ペーストBの平均は80%で、標準偏差は30%である。明らかに、ペーストAはペーストBより精度、正確さともに優れている。しかし、この違いを表現する最良の方法は何でしょうか?それを表す指標はあるのだろうか? Cpkがその答えです。
Cpkは、精度と正確さの両方に敏感な指標のひとつである。Cpkは次のように定義される:

xは平均、Sは標準偏差。
これらの式を用いると、ペーストAのCpkは1.0であるのに対し、ペーストBのCpkは0.333であることがわかる。ペーストBには仕様範囲外のデータポイントがかなり(約17%)ありますが、ペーストAには仕様範囲外のデータポイントがほとんどないことに注意してください。
そのため、ほとんどのプロセスを評価する場合、Cpkがすべてを物語っている!
乾杯
ロン博士
