乡亲们
仔细想想,要评估任何过程,通常都想知道其精确度和准确性。请看下图 1 中的飞镖手。黄色镖手的精确度很高,但他的准确度有偏差。绿色镖手的精确度很差,很难说他的准确度是否良好。黄色选手通常更容易纠正,因为她只需改变瞄准点即可。
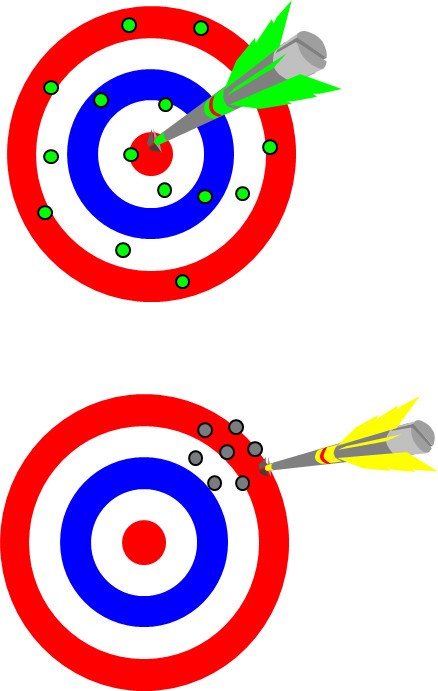
图 1.黄色选手的精确度更高。她只需改变瞄准点即可。
Recently I was asked to evaluate several solder pastes to determine which printed better. We used transfer efficiency (the volume of the stencil printed solder paste “brick” divided by the stencil aperture volume) as the evaluation metric, expressed in percent. So 100 percent would be the target. The lower specification limitwe choose was 50% and the upper specification at 150%.
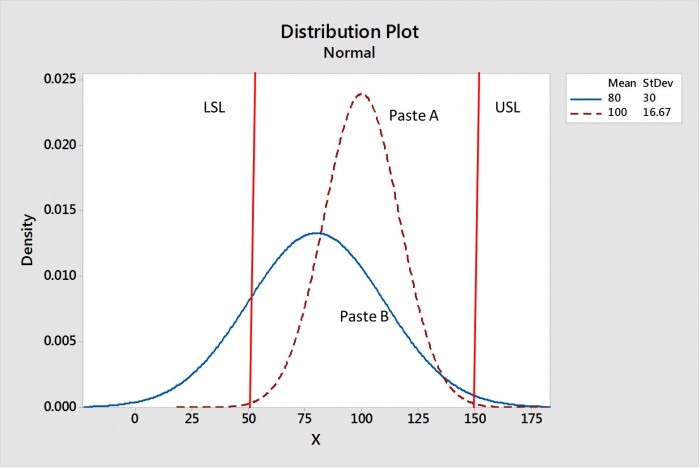
图 2.浆料 A 和 B 的数据。
A good result would be an average of 100% with a “tight” distribution. The “tightness” of the distribution being determined by the standard deviation.Figure 2 shows data from two pastes. Note that Paste A has an average of 100% and a standard deviation of 16.67%, whereas Paste B has an average of 80% and a standard deviation of 30%. Clearly, Paste A is superior to Paste B in both accuracy and precision. But what is the best way to express this difference? Is there one metric that will do it? Cpk is the answer.
Cpk 是一个对准确度和精确度都很敏感的指标。Cpk 的定义是

Where x is the average and S is the standard deviation.
利用这些等式,我们可以看出 A 胶泥的 Cpk 为 1.0,而 B 胶泥的 Cpk 为 0.333。请注意,浆料 B 有大量数据点(约 17%)超出规格限制,而浆料 A 几乎没有超出规格限制的数据点。
因此,在评估大多数流程时,Cpk 可以说明一切!
干杯
罗恩博士
