La potencia informática está aumentando en mercados de alto rendimiento como la IA, los centros de datos, la HPC y la electrónica de potencia para automoción. A medida que los dispositivos superan los límites del rendimiento, la gestión del calor se convierte en un reto fundamental. Los materiales de interfaz térmica (TIM) son fundamentales en esta batalla, ya que garantizan la fiabilidad, la eficiencia y la longevidad. Mientras que los TIM poliméricos se están acercando a su límite de rendimiento, los TIM de soldadura, también llamados sTIM, se han convertido en la solución preferida para una disipación del calor superior.
TIM1 y TIM1.5 son dos interfaces fundamentales en el encapsulado electrónico avanzado. TIM1 se utiliza a nivel de chip, directamente entre el troquel y la tapa o el disipador de calor durante el montaje del dispositivo. TIM1.5, aunque también ayuda a la disipación del calor a nivel de chip, se aplica posteriormente a nivel de placa, entre el dispositivo encapsulado y el enfriador o la placa de refrigeración.
Para desbloquear el rendimiento de la próxima generación de dispositivos, es esencial comprender sus funciones únicas y los retos específicos de ingeniería que plantean. Aquí exploraremos sus diferencias clave, los impulsores tecnológicos y las mejores prácticas para incorporar estos materiales en ensamblajes avanzados.
Comprensión de las aplicaciones TIM1 frente a TIM1.5
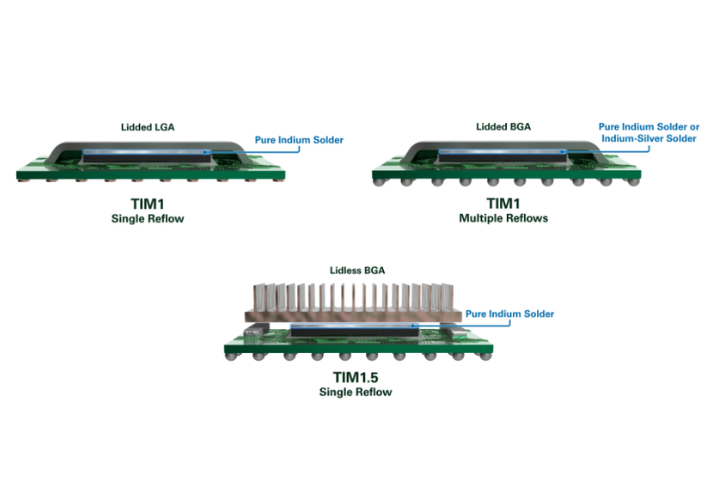
La opción metálica más habitual para aplicaciones TIM1 y TIM1.5 en conjuntos de alta densidad de potencia es una soldadura TIM de indio puro. Esto se debe a su alta conductividad térmica y su fuerte adhesión mecánica a superficies grandes y deformables. Para ambas aplicaciones, una soldadura TIM requiere metalización en la parte posterior del chip de silicio y en el disipador térmico o disipador de calor.
TIM1
TIM1 es el material de interfaz térmica que se coloca entre el chip semiconductor y la tapa o el disipador de calor durante el montaje en el chip. A continuación, se coloca el TIM2 sobre la tapa, junto con un disipador de calor. Algunas cualidades destacadas de la implementación de soldadura TIM son:
- Área de troquelado grande, a veces de 50 a 100 mm de largo y ancho.
- La existencia de un perfil de curado adhesivo de la tapa mientras el TIM de soldadura se encuentra dentro de la pila.
- Un proceso de reflujo gestionado con precisión, que depende del tipo de paquete con tapa (PGA, LGA, BGA, etc.).
- Es la aplicación más común para los TIM de soldadura en el ámbito de la HPC y la IA.
TIM1.5
TIM1.5 se utiliza entre el paquete terminado y el disipador térmico o la placa fría durante el montaje a nivel de placa. También admite la disipación de calor a nivel de chip, pero se aplica más adelante en el proceso de fabricación, conectando el paquete con la solución de refrigeración a nivel de sistema. Las consideraciones para la implementación de TIM1.5 incluyen:
- Rendimiento térmico teóricamente mejor debido a que hay menos interfaces por las que pasa el calor.
- El proceso final de ensamblaje por reflujo de soldadura. Las bajas temperaturas de reflujo no afectan a ningún SMT existente en la placa principal.
- La necesidad de controles de proceso robustos para adaptarse a la deformación del troquel, evitar la inclinación de la línea de unión y mitigar la formación de huecos.
En esencia, TIM1 está diseñado para ofrecer precisión en la fabricación y fiabilidad a nivel de chip, mientras que TIM1.5 está diseñado para ofrecer escalabilidad y un montaje robusto a mayor escala.
Factores tecnológicos impulsores en las aplicaciones TIM1
TIM1 desempeña un papel fundamental en la disipación del calor a nivel de chip. Es fundamental lograr la menor resistencia térmica posible y mantener al mismo tiempo la fiabilidad a largo plazo. Tres factores técnicos principales determinan las aplicaciones de TIM1:
- Reducción de la resistencia térmica (Rth): una Rth más baja significa un menor aumento de temperatura para una carga de potencia determinada, lo que mantiene bajas las temperaturas de unión y mejora el rendimiento.
- Líneas de unión más finas y uniformes: Las líneas de unión finas no solo reducen la resistencia térmica, sino que también mejoran la uniformidad, lo que ayuda a reducir los huecos y evitar problemas mecánicos como el bombeo de TIM.
- Gestión de la variación de altura de los chips: dado que los paquetes integran múltiples chips de diferentes grosores, TIM1 debe salvar estas diferencias de forma fiable para garantizar un contacto térmico sólido en todos los chips.
Otro factor crítico es la minimización de los huecos. Incluso pequeños porcentajes de huecos (bolsas de aire que aíslan el calor y concentran la tensión mecánica) pueden provocar pérdidas de rendimiento y fallos de fiabilidad. Igualmente importante es controlar problemas como el desgarro en caliente (microfisuras durante la solidificación) y la deshumectación (incapacidad de humedecer todas las superficies), que pueden interrumpir la crucial vía térmica entre el chip y la tapa.
Factores tecnológicos impulsores en las aplicaciones TIM1.5
La complejidad de TIM1.5 se centra en el montaje a gran escala, la robustez mecánica y la fiabilidad a largo plazo en el campo.
Los factores clave incluyen:
- Control de coplanaridad: Los conjuntos grandes son propensos a presentar diferencias de altura entre la tapa, los troqueles y el disipador térmico. Estas variaciones provocan un grosor irregular de la línea de unión, lo que da lugar a puntos calientes y problemas de fiabilidad.
- Robustez del proceso: El gran tamaño de las áreas de unión TIM1.5 magnifica los defectos menores. Se necesitan procesos robustos y consistentes para producir uniones fiables y sin huecos en superficies irregulares. Al igual que con las aplicaciones TIM1, un Rth más bajo significa un menor aumento de temperatura para cualquier carga de potencia dada.
- Reutilización: TIM1.5 se utiliza a menudo en módulos caros y de gran valor. Las reparaciones y los ajustes son más factibles a este nivel, lo que reduce los desechos y los costes generales.
- Longevidad: Se espera que los conjuntos TIM1.5 duren entre 10 y 15 años. Las averías son costosas, ya que a menudo provocan tiempos de inactividad y pérdidas de ingresos, por lo que la fiabilidad y la resistencia bajo estrés son fundamentales.
El panorama del ensamblaje de TIM1 y TIM1.5
Aunque sus objetivos difieren, ambas interfaces exigen una gestión cuidadosa de los procesos.
El proceso de montaje TIM1 comienza con la preparación de la oblea y la aplicación de metalización en la parte posterior. Después de la separación y colocación del chip, se coloca un TIM de soldadura en la superficie del chip. Se aplica un adhesivo alrededor del perímetro del sustrato. La tapa se alinea con precisión y el ensamblaje se calienta bajo estrictos controles para crear una unión uniforme y continua. Los ciclos de calentamiento dependen del diseño específico del chip, la elección del adhesivo y la aleación TIM de soldadura. El enfriamiento lento y uniforme evita la acumulación de tensión y los huecos. La inspección, a menudo con análisis de rayos X o acústico, garantiza la ausencia de defectos, ya que incluso los huecos más pequeños pueden afectar significativamente a la disipación del calor a nivel del chip.
En el proceso TIM1.5, la escala y la robustez son fundamentales. Las superficies del sustrato y del chip se preparan antes de colocar un TIM de soldadura para cubrir todos los chips o toda la tapa. Los separadores especializados ayudan a mantener la coplanaridad durante la alineación con el disipador de calor. El proceso TIM1.5 es la etapa final del ensamblaje por reflujo, por lo que el control de la temperatura es fundamental, no solo para la integridad de la unión TIM soldada, sino también para todos los componentes SMT que ya se encuentran en la placa principal. Para soldaduras de mayor superficie, las nuevas tecnologías de reflujo, como los sistemas de vacío y presión, pueden ayudar a eliminar los huecos. La inspección por rayos X puede comprobar la formación de huecos, pero la microscopía acústica de barrido (SAM) puede ser incompatible dependiendo de la arquitectura de las aletas del disipador de calor soldado. Por lo general, el montaje completo de la placa es muy costoso en esta etapa. Afortunadamente, el TIM1.5 es reelaborable debido a la falta de sellador de tapa en la pila y a la alta ductilidad de la aleación TIM soldada.
Conclusión
A medida que aumentan las exigencias en cuanto a potencia y rendimiento de los dispositivos, comprender las diferencias clave entre los procesos TIM1 y TIM1.5 es más importante que nunca. TIM1 proporciona precisión y una resistencia térmica ultrabaja a nivel de chip, mientras que TIM1.5 permite soluciones fiables y escalables para grandes superficies y módulos multichip. Al dominar las estrategias avanzadas de soldadura TIM para ambos, los ingenieros pueden gestionar mejor el calor, aumentar el rendimiento y respaldar la longevidad de las tecnologías del futuro.
¿Listo para explorar más? Vea nuestro seminario web de la serie InSIDER,«1 kW y más: TIM de soldadura de indio (sTIM) para el montaje de chips desnudos», para conocer las últimas novedades, retos y soluciones en el ámbito de los encapsulados de alta potencia.


