여러분,
이 게시물은 IndiumCorporation의 인쇄 회로 조립업체 납땜 결함 가이드에서 발췌한 것입니다.
소개
인쇄 회로 기판(PCB) 문제는 어려운 문제일 수 있지만, 모든 문제가 툼스토닝과 같이 PCB를 조기에 무덤으로 보낼 수 있는 것은 아닙니다. 툼스토닝은 수동 부품의 반대편에서 솔더 페이스트가 녹는 동안 발생하는 표면 장력의 불균등으로 인해 발생합니다. 이러한 불균등한 힘으로 인해 수동 부품의 한쪽 끝이 들리면서 회로와의 접촉이 끊어져 묘지의 묘비처럼 기괴하게 보이는 현상이 발생합니다(그림 1 참조).

그림 1: 툼스톤 커패시터 구성 요소.
툼스톤 메커니즘
다양한 요인이 툼스토닝의 원인이 됩니다. 툼스토닝은 거의 항상 부품의 종단에 고르지 않은 습윤력의 결과로 발생합니다. 한쪽 끝이 다른 쪽 끝보다 먼저 '습윤'되면 불균형한 솔더의 습윤력이 부품을 '당겨서' 회전시켜 부품이 끝부분에 서게 됩니다. 또한 PCB 어셈블리가 고르지 않게 가열되면 툼스토닝이 발생합니다. 인쇄 배선 기판(PWB)이 리플로 오븐을 통과할 때 수동 소자의 앞쪽이 먼저 가열되는 경우가 많습니다(그림 2의 수동 소자 왼쪽 참조). 이러한 불균일한 가열로 인해 열원에 가장 가까운 솔더 페이스트 침전물(그림 2의 왼쪽)이 먼저 녹습니다. 이 땜납이 녹으면 표면 장력으로 인해 그림 1과 2에서 볼 수 있듯이 패시브가 똑바로 서게 됩니다.
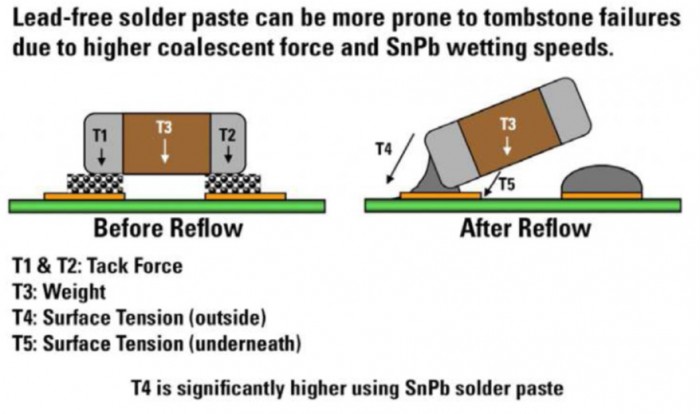
그림 2: 툼스토닝 메커니즘을 자세히 설명합니다.
납땜 합금
툼스톤을 최소화하는 한 가지 방법은 녹을 때 "페이스트" 또는 "플라스틱" 범위가 넓은 솔더 합금을 사용하는 것입니다. 플라스틱 범위는 솔더가 용융되어 고체가 되는 온도 범위입니다. Sn63/Pb37 땜납과 같은 공융 땜납의 경우 183°C 미만에서는 완전히 고체 상태이고 183°C 이상에서는 완전히 액체 상태이므로 소성 범위가 없습니다. Sn62 또는 Indalloy®100과같은 SnPbAg 합금은 플라스틱 범위가 넓기 때문에 납 어셈블리의 툼스톤 문제를 없애기 위해 널리 사용되어 왔습니다.
무연 솔더에서 SAC3510(Sn/3.5Ag/1Cu)은 플라스틱 범위가 좁은 반면, SAC305는 범위가 더 넓습니다. 따라서 툼스톤을 최소화하는 측면에서 SAC305의 성능이 더 우수할 것으로 예상할 수 있으며, 실제로도 그렇습니다. 그림 3은 툼스토닝 비율을 확인하기 위한 실험 결과를 보여줍니다. SAC3510의 툼스톤 발생률이 SAC305의 6배 이상임을 알 수 있습니다. SAC305는 가장 일반적인 무연 합금 중 하나이기 때문에 무연 시대에는 툼스톤 발생이 크게 감소했습니다.
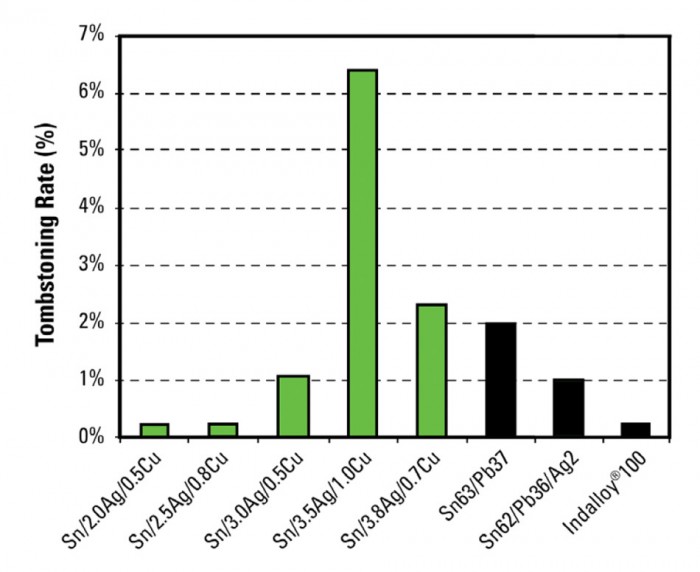
그림 3: SAC305 이외의 툼스톤 합금 비교. 녹색 막대는 무연 합금, 검은색은 납 함유 합금입니다.
보드 디자인
제조 엔지니어가 설계 엔지니어와 긴밀히 협력하여 PCB 제조의 문제점과 결함을 제거하는 것은 매우 중요합니다. 툼스토닝은 적절한 설계를 통해 문제를 제거할 수 있는 결함 중 하나입니다. 보드 설계에서 방열판(예: 구리층)이 수동 부품의 한쪽 아래 또는 근처에 있고 다른 쪽이 더 멀리 떨어져 있는 경우, 방열판이 어셈블리의 열 평형에 영향을 미칠 수 있으며 방열판이 없는 쪽의 솔더 페이스트가 먼저 액체화되어 툼스토닝 결함을 일으킬 수 있습니다.
스텐실 디자인
PCB 패드에 인쇄되는 솔더 페이스트의 양을 최소화하면 툼스톤 현상도 줄일 수 있습니다. 특히 패시브 끝 바로 뒤에 인쇄되는 솔더의 양을 줄이면 거의 모든 툼스토닝을 제거할 수 있습니다. 이 목표를 달성하는 데 도움이 되는 일반적인 스텐실 설계는 그림 4에 나와 있습니다. 일부 실험에서 이 설계는 툼스톤 현상을 완전히 제거했습니다.
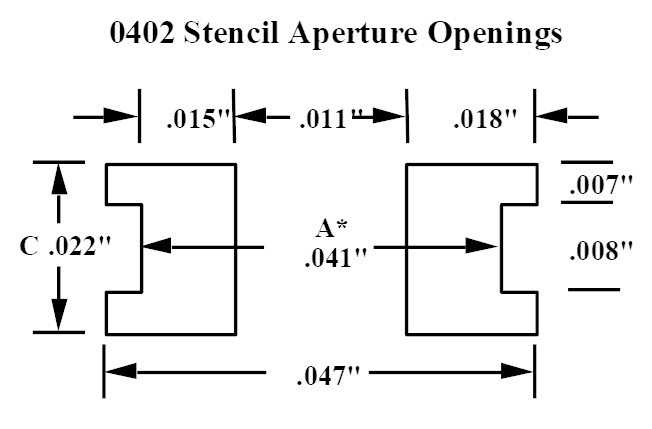
그림 4: 0402 패시브에서 툼스톤을 최소화하기 위한 스텐실 디자인.
인쇄
인쇄 공정과 전사 효율은 툼스토닝을 비롯한 많은 최종 라인 결함의 핵심 요소입니다. 수동 부품의 한 면에 다른 면보다 솔더 페이스트가 더 많이 존재하면 부품이 더 높은 침전물과만 접촉하는 위치에 배치될 수 있습니다. 이 경우 툼스톤 결함이 발생할 가능성이 높습니다. 솔더 페이스트 검사(SPI) 장비를 사용하면 솔더 페이스트 침전물이 사양 내에 있고 한 침전물이 다른 침전물보다 높지 않은지 확인하는 데 도움이 될 수 있습니다. 조리개의 크기와 모양을 최적화하면 패드 간 솔더 페이스트 부피의 변화를 최소화하는 데도 도움이 됩니다.
배치
배치 압력 및/또는 부적절한 Z 높이가 툼스톤 발생의 원인인 경우가 많습니다. 생산 전에 배치 압력과 Z 높이가 어셈블리에 적합하고 최적화되었는지 확인하는 것이 중요합니다. 또한 부품을 배치할 때 부품이 비뚤어질 수 있습니다. 솔더는 자체적으로 정렬되는 경향이 있지만 부품이 잘못 배치되어 정렬되지 않은 경우 툼스톤이 발생할 수 있습니다.
리플로우
툼스톤을 최소화하는 한 가지 방법은 램프 속도를 점진적으로 높여 리플로 중 총 열 입력을 줄이는 것이지만, 리플로 오븐에서는 이 조건을 달성하기 어려울 수 있습니다. 또 다른 옵션은 침지형 리플로우 프로파일을 사용하여 두 솔더 페이스트 증착물 사이의 열 평형을 달성하여 두 증착물이 동시에 액상 상태로 들어가도록 하는 것입니다.
플라스틱 범위가 없는 솔더를 피하는 것 외에도 리플로 오븐의 질소 분위기는 습윤 속도를 높이고 표면 장력이 더 빠르게 나타나기 때문에 툼스토닝을 악화시키는 경향이 있습니다. 기판에 미세한 기능의 솔더 페이스트 증착이나 패키지 온 패키지(PoP) 어셈블리가 없는 한, 대부분의 최신 솔더 페이스트는 공기 리플로 분위기에서 잘 작동할 수 있으므로 질소를 사용할 이유가 없을 가능성이 높습니다.
결론
이 문서에 제시된 가이드라인을 따르면 툼스토닝을 최소화할 수 있습니다. 툼스토닝을 최소화하는 신뢰할 수 있는 방법은 Indalloy®100(납) 또는 SAC305(무연)와 같이 플라스틱 범위가 넓은 솔더 합금을 사용하는 것입니다. 또한 수동 부품의 한쪽 근처 또는 아래에 방열판을 최소화하기 위해 보드 설계자와 열린 대화를 유지하는 것이 중요합니다. 고체에서 액체로 천천히 이동하는 리플로 납땜 온도 프로파일을 사용하거나 담금질을 통해 열 불일치를 최소화합니다. 솔더 침전물이 비슷한 높이와 사양 내에 있는지 확인하고, 특히 수동 소자의 양쪽 끝에서 솔더 침전물을 작게 인쇄하기 위해 SPI를 통합합니다. 배치 압력과 Z 높이가 적절하고 부품이 기울어져 배치되지 않았는지 확인합니다. 리플로우 오븐에서 질소를 사용하지 마십시오. 솔더 페이스트가 양호하면 질소는 불필요하며 툼스톤을 악화시킵니다.
건배,
론 박사


