朋友們
在我上一篇 文章中中,我討論了金屬間化合物 (IMC) 以及我所說的 「焊接奇蹟」。我也提到,針對 IMC 脆性的研究顯示,應力測試中的失效更可能是由於 IMC 與焊料、IMC 與銅材或 IMC (Cu6Sn5與 Cu3Sn) 本身的介面之間的失效,而與 IMC 的脆性無關。
焊接和焊點熱老化過程中的另一種削弱機制是 Kirkendall 空洞.當一種金屬向另一種金屬擴散的速度比反之更快時,就會形成 Kirkendall 空洞。銅錫介面就展現了這樣的機制。銅向錫中擴散的速度比錫向銅中擴散的速度更快。此機制會導致金屬介面上的銅產生實際的空隙。請參閱下圖。除了在介面上造成可能的弱點之外,擴散到錫中的過量銅還會產生壓應力,進而造成錫須.
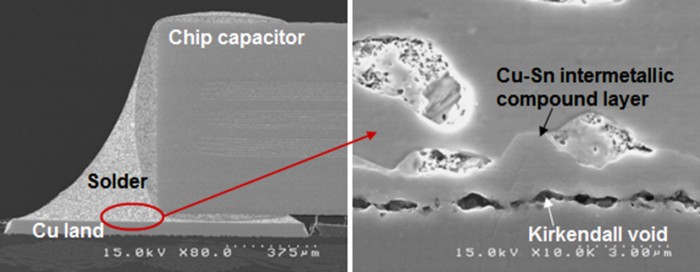
Kirkendall 空洞資料來源 http://www.jfe-tec.co.jp/en/electronic-component/case/img/case_solder_02.png
在焊接溫度下,IMC 和 Kirkendall 空隙會快速形成。然而,即使在室溫下,IMC 和 Kirkendall 空隙仍會持續成長,儘管速度會大幅降低。這種持續成長的原因是,在絕對溫度或 開爾文標度室溫比焊錫的熔融溫度低很多。舉例來說,SAC 的熔化溫度約為 219C,此溫度等於 492K (219+273),而室溫則為 295°K,因此室溫是 SAC 焊料熔點的 60% (295/492=0.60)。將這種情況與鋼作比較,鋼的熔點約為 1480°C。在絕對溫度上,鋼在熔點的 60% (780°C) 時會變熱。因此,由於室溫是熔點的 60%,IMC 和 Kirkendall 的成形過程不會在室溫時停止。因此,IMC 和 Kirkendall 空隙會持續擴大,相關的效應如錫晶鬚也是如此。
請繼續收看。下次我們將討論 IMC 的成長率及其在壓力測試中的影響,作為 IMC 系列的總結。
乾杯
羅恩博士
