晶圆凸起工艺在过去 10 年中不断发展。如图 1 所示,半导体组装行业已经从使用焊膏印刷的凸起工艺(存在空洞、共面性、模板寿命和溅射等问题)发展到电镀焊料凸起,现在又发展到带有微凸起(焊料端盖)的电镀铜柱。
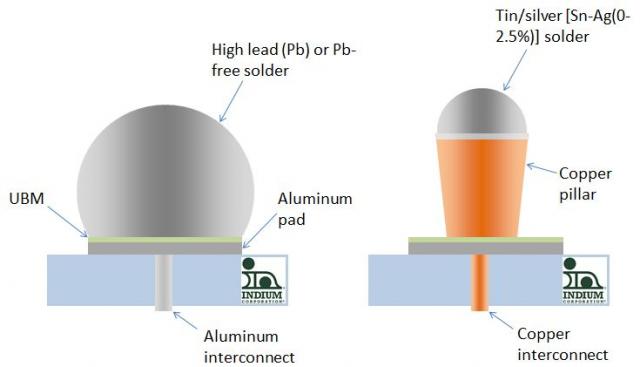
图 1:倒装芯片凸块金属化和结构的演变
从标准焊接凸点转向铜柱的主要原因是:
- allow high I/O ultrafine pitches (<80microns) without solder bridging
- 保持较高的间距(芯片-基板间隙),以减少芯片表面的应力
- 消除或减少因电流挤入 UBM 附近焊料而引起的电迁移问题
铜柱/微凸块形成的基本工艺流程如图 2 所示。
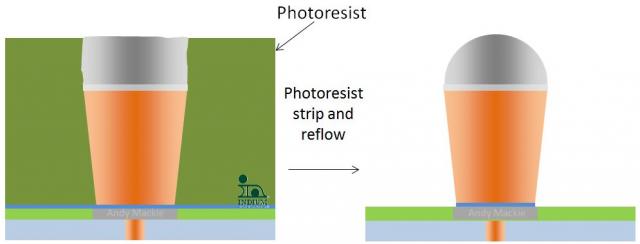
图 2:铜柱焊料:从电镀到成品微型凸块
要消除最终回流焊点中的空隙,关键是回流焊微凸块表面必须是完美的半球形、光滑、不含有机和无机残留物,并涂有一层薄薄的半钝化一氧化锡。有两种情况必须回流焊接凸点或微凸点:
- 光刻胶和种子层剥离后,粗糙的电镀凸点会受到各种锡氧化物和氢氧化物的污染(与高腐蚀性的抗蚀剂剥离材料发生反应),再加上粗糙的电镀凸点表面夹带的有机碎屑。
-
如果晶片在探针测试时,焊料凸点的顶部出现硬币状(损坏),则该凸点可能还需要重新回流焊,使其从硬币状状态恢复到原始半球形状态。这样可以消除后续倒装芯片接合处与硬币有关的空洞。
在随后的博文中,我将更详细地介绍特种晶片凸起助焊剂的使用方法,以及产生原始微凸起的过程控制的关键环节。
干杯
安迪


