高信頼性と低ボイドを実現する強化はんだプリフォームに関するブログ記事の第4弾です。この記事では、ボイドの実験とAvoid The Void™(ボイドを回避する方法)に焦点を当てます。
先に行われた研究は、はんだプリフォームを補強することで、より一貫性のある信頼性の高いボンドラインを持つはんだ接合部が得られることを示している。しかし、ボイドははんだ付けの際に考慮すべきもうひとつの重要な要素です。非常に多くの材料やプロセス変数が考えられるため、これらの変数がボイドにどのような影響を与えるかは当初不明でした。そこで、これらの変数を評価するためのテストクーポンとDOEが開発されました。リフロー・プロセス中に部品を保持するために設計された固定具が下の写真である。
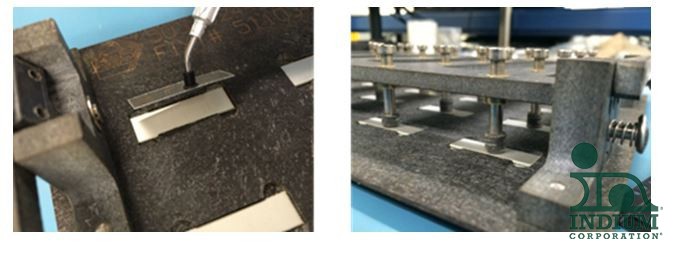
基板は0.354 x 1.26インチで、無電解スズめっきが施されている。これらの基板に挟まれているのは、SAC305で強化されたはんだプリフォームである。リフロー中にはんだを強制的に崩壊させるため、クーポンに5グラムの圧力をかけた。空気リフロープロファイルは、ピーク温度約245℃で、約1℃/秒で直線的であった。
DOEを開発する際には、はんだ接合部のボイド発生への影響を評価するために、いくつかの強化プリフォームの製造変数を選択しました:
- 最初の変数は、スタンドオフ被覆量である。これは、プリフォームに埋め込まれるスタンドオフメタルの量を意味する。この実験では、LMとSMと呼ばれる2つのバージョンを使用した。LMはスタンドオフメタルの充填密度が低い。SMの充填密度は約3倍で、同じ大きさのプリフォームにより多くのスタンドオフ・メタルが埋め込まれたことになる。
- 第二の変数はスタンドオフの厚さである。この実験では、0.004インチと0.008インチの厚さを検討した。
- 第3の変数は、はんだ全体の厚さである。前述したように、はんだはスタンドオフメタルの厚さより厚くなければならない。この実験では、0.010インチ、0.012インチ、0.016インチのプリフォームの厚さを調べました。
- 最後の変数はフラックスの割合である。1%と2%の2種類のフラックス割合が検討された。各脚について、25枚のクーポンをリフローした。
次回のブログでは、このテストの結果と、私たちが "空白の時間 "を回避できたかどうかを論じたい。
次の機会まで、
アダム


